3-flute cutter / good old 0.001" chipload?
2 Likes
I always forget some data 
So a hefty 0.004" chipload…I need to get me some of those Datron single flute cutters to try that someday.
2 Likes
Yep it’s quite a load on the spindle but if you never try you never know/learn 
2 Likes
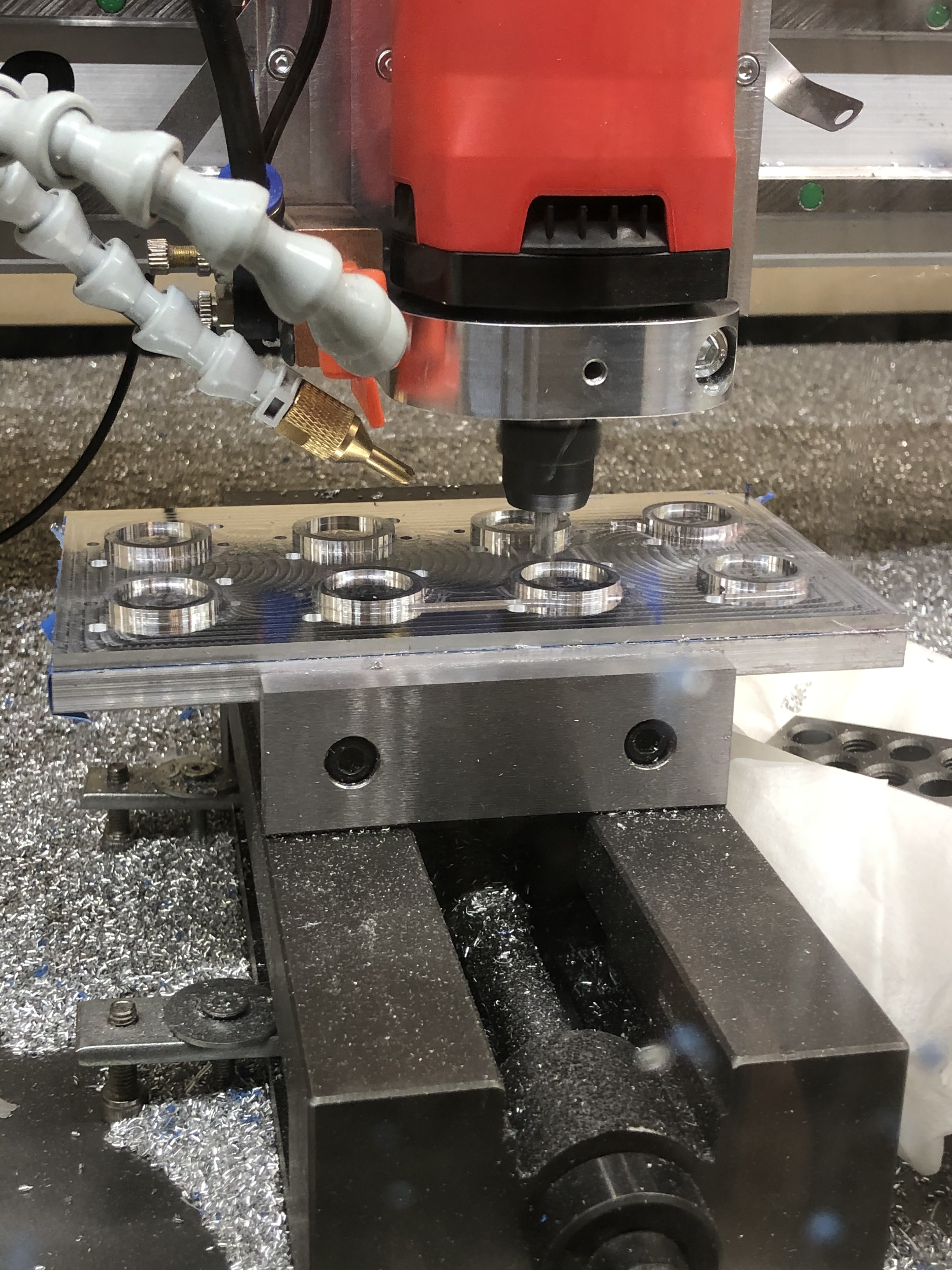
Ah, but I see you have linear rails. I’m not sure my V-wheels would enjoy that 0.1mm chipload so much.
4 Likes
Yup - machine load is much worse than spindle load. 
2 Likes
Datron 4-1 are simply magical! Pretty jealous you have that 14mm SF, bet it runs smooth!
Do you have any tips for high load high rpm machining? Toolpath tips?
3 Likes
Yes i really like Datron and for me in Europe it’s not more expensive than carbide3d’s.
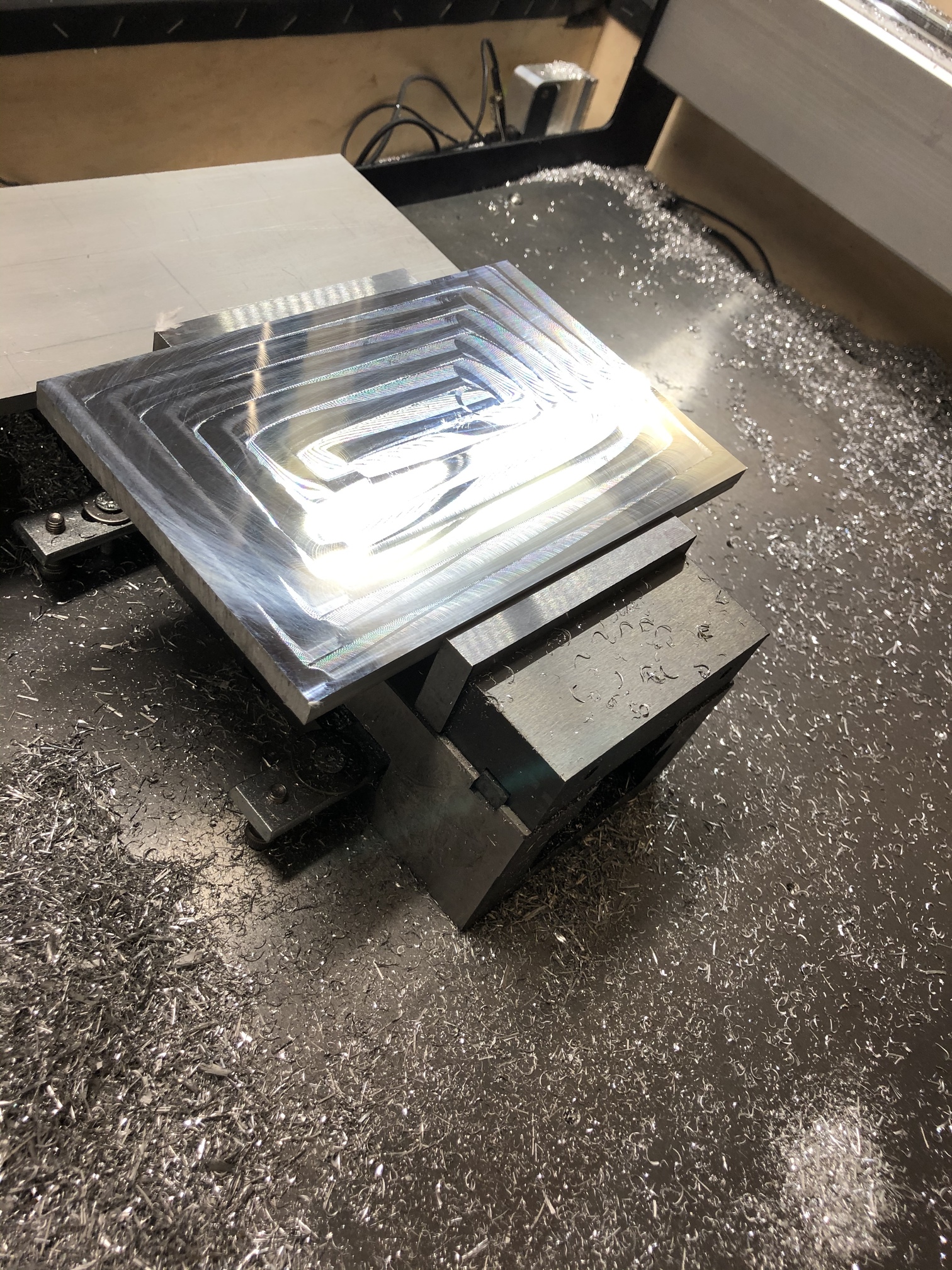
So now the answer to that question, I have just gone by the Datron default settings and scaled down to my spindle power and from there by feel( eyes and ears) I like to have silent cuts so to speak. Light and fast seems to be the way to go. @Vince.Fab it’s actually you that have guided me along this path  .
.
Oo and I have burnt a lot  on the way.
on the way.
4 Likes

6 Likes
Yes I have gone with the full upgrade so to speak