Have done the Titans of cnc free academy course and this is some of my parts.


16 Likes
NICE ! we crave for DATA now (feeds, speeds, tools, toolpaths, …)
4 Likes
What a great idea! The parts look really nice. Was there much help with the CAM as far as speeds and feeds in the tutorial?
DOC, radial engagement for adaptive tool paths, etc.
I’ve got my first aluminum project coming up this weekend, and I’ve seen suggested speeds and feeds all over the place.
In case anyone is interested: https://academy.titansofcnc.com/category/mill-building-blocks
4 Likes
What I have come up with regarding speeds and feed is.
For roughing I have a single flute datron 6mm
27000rpm 2200mm/m 0.08mm ipt and 4mm opt at 1mm doc
Finishing is 4mm ballend att 20000rpm 1200mm/m 0.02 ipt and 0.1mm stepover 0.5 doc.
8 Likes
Titan academy helps with designing and programing. But with there new tormach series you get some sort of guidelines to speed and feed
2 Likes




There are entire books written on setups:
Jigs and fixtures : a reference book showing many types of jigs by F.H. Colvin and L.L. Haas.
6 Likes
I have put my head down and took the time to figure this out, and I think I got it now.
So this is how it went 

I just had to trust the machine and my self a little more.
11 Likes
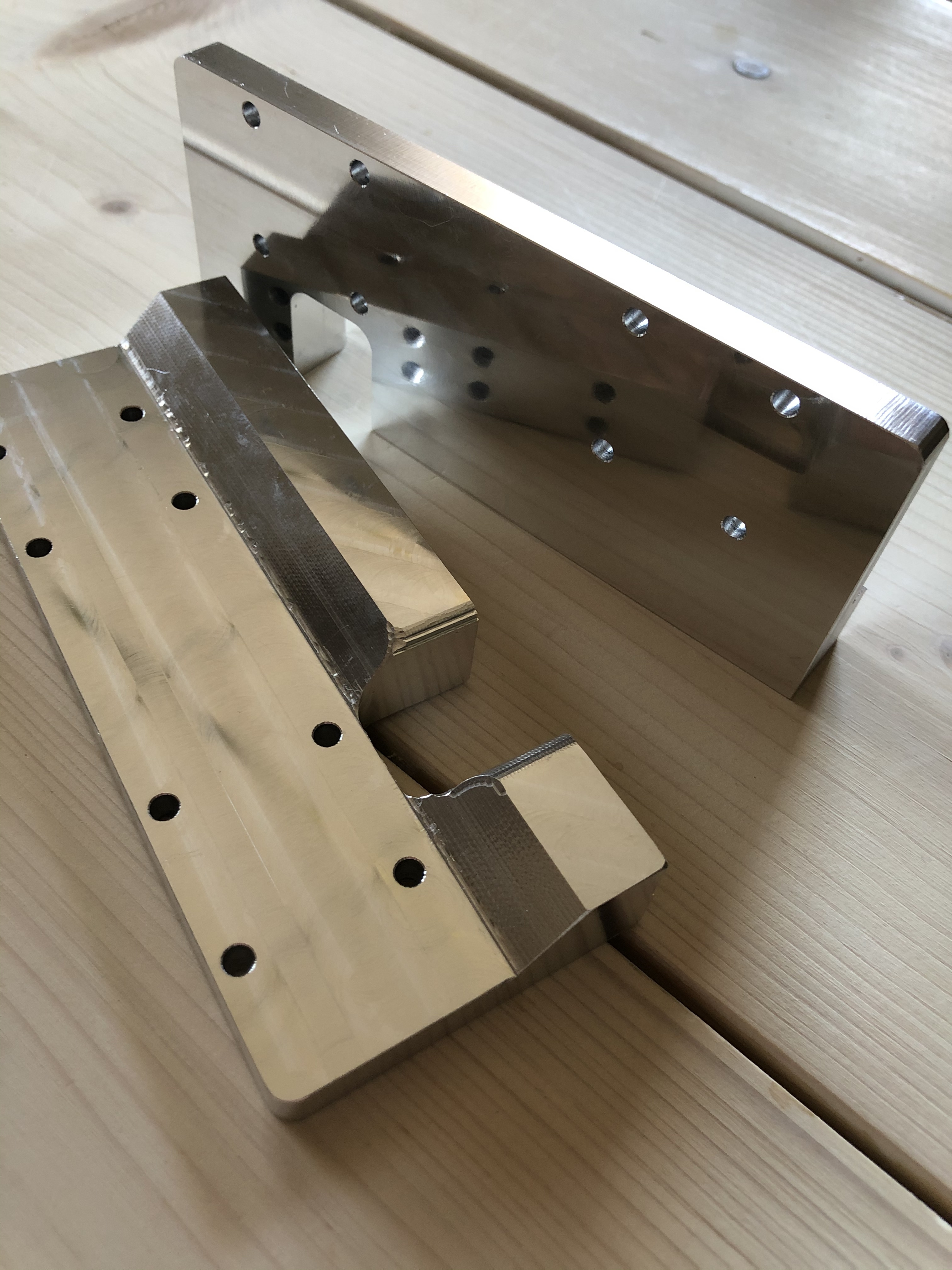
For this parts I have only used Datron single flute tooling. I have learnt so much by going down this deep deep rabbit hole of upgrading to linear bearings, but wow what a machine it’s evolved to. I still have to mount this parts I made recently.
3 Likes
These parts look eerily familiar…
Yes we have taken the same route on the design.
2 Likes
Can’t wait to see it! 
This is the difference, I have a plate already mounted but it only has a single row of bolts and I noticed some flex in that joint so now I have made it twice the thickness and 2 rows of bolts.
2 Likes
Gonna guess you have the linear rails at the edge of the extrusion (from the spacing I see in your design)? Probably adding to the lever forces of the adapter plate. I was a little OCD and center’d my rail to the extrusion [center] groove and edge, but also caused things to be more claustrophobic.
Yes I have, it was so much easier that way. More simple to design and easy to fabricate. Had a another design at first but it got to complicated for me at the time, I really want it to be a billet some time  .
.
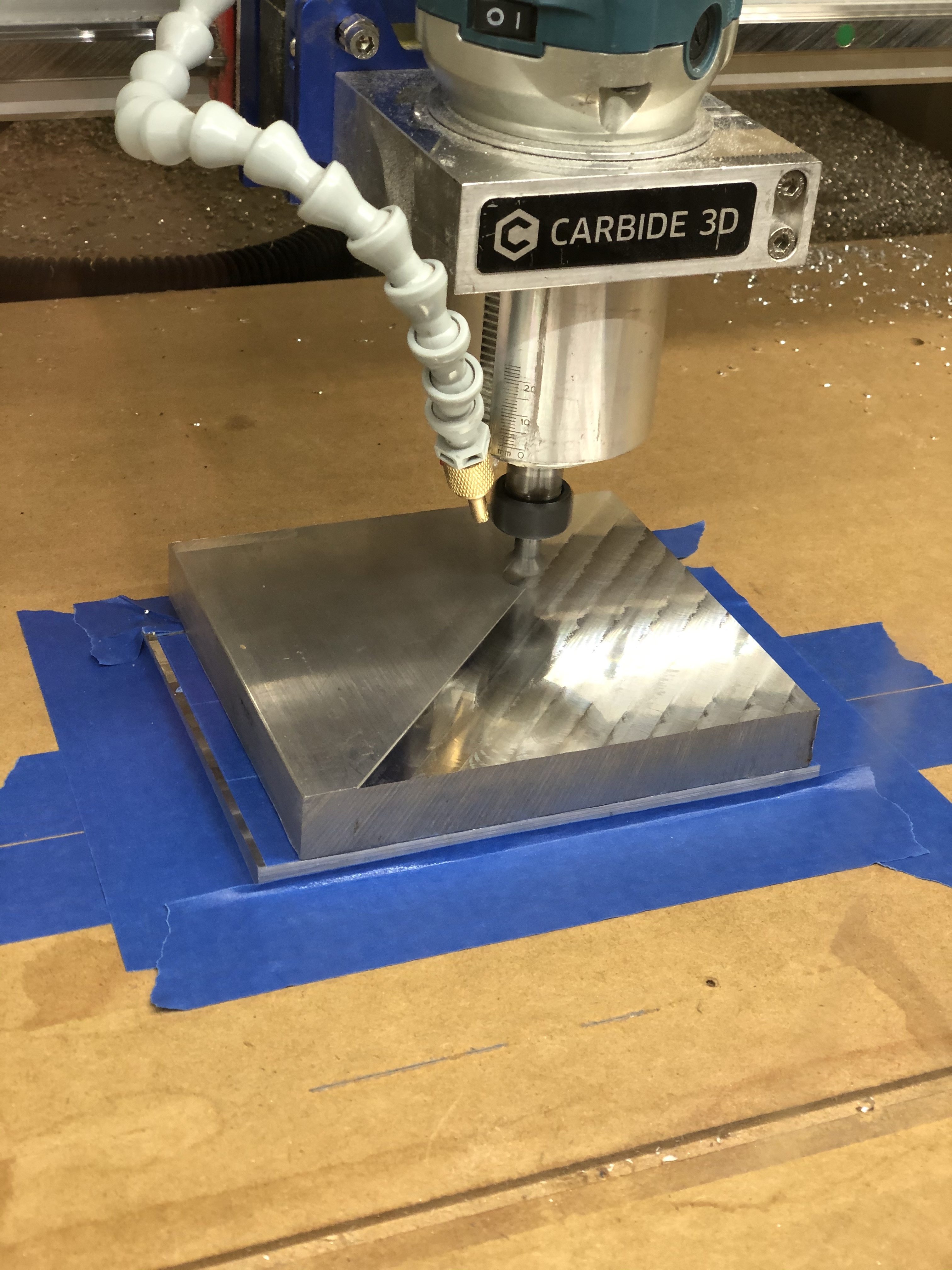
But wow what a machine the shapeoko has become with linear bearings on all axis.
3 Likes
Yeah, KISS is usually best ![]() It took me over three months, and probably about 4 prototype’d iterations.
It took me over three months, and probably about 4 prototype’d iterations.
Can’t agree more, no regrets!
2 Likes
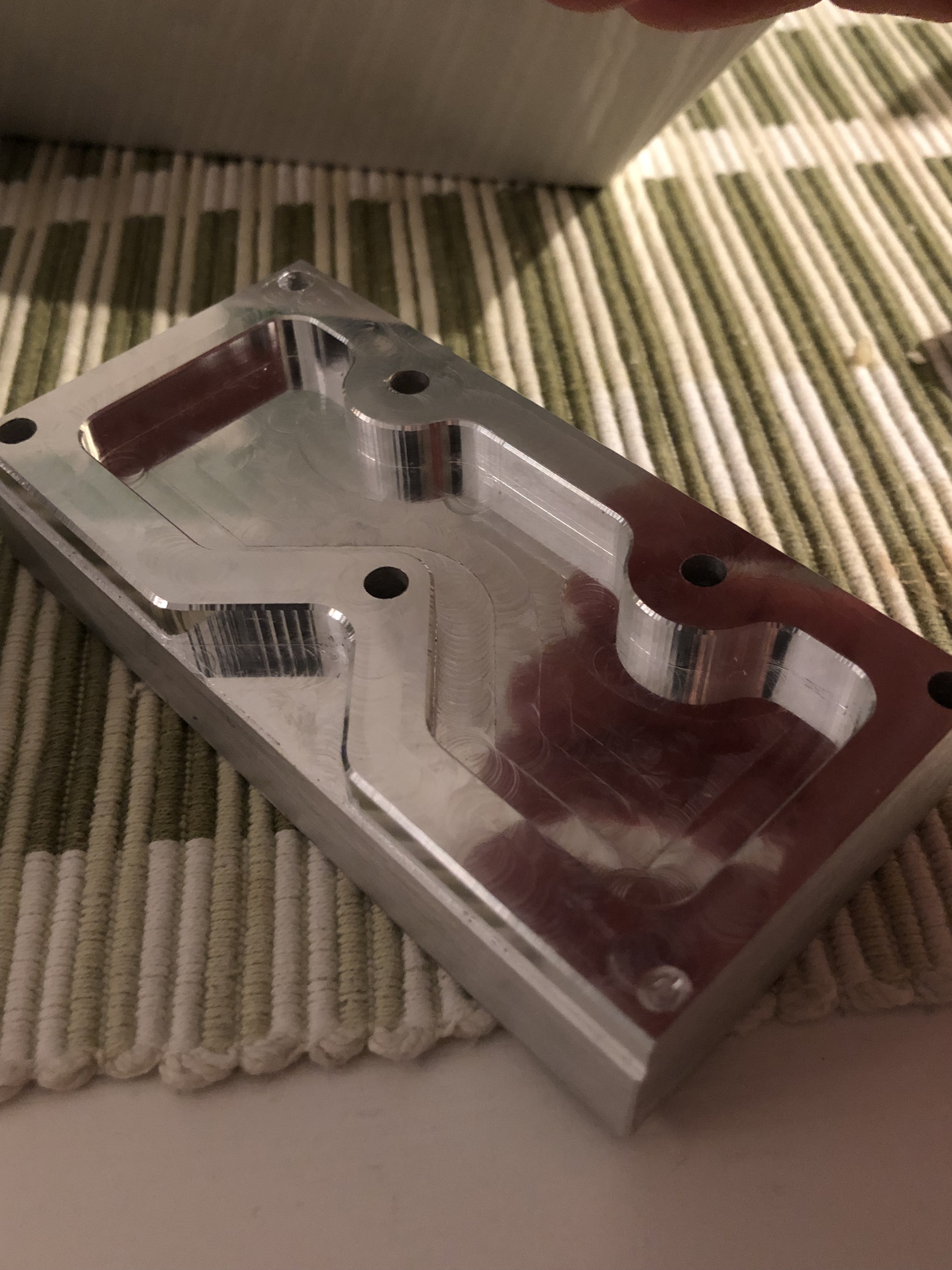
This last part was cut at 3000mm/m 1mm DOC
full with cut when slotting contour. 2700mm/m 9mm DOC 0.3mm OPT. With a 6mm Datron single flute.
Faced using Datron 14mm single flute 1000mm/m 0.3mm DOC 10mm OPT.
45degre face was cut with a 6mm ballend at 2000mm/m 0.5 DOC and 0.3mm stepover.
Drilling was done with a 4mm has drill att 13000rpm and 60mm/m feed no peck.
6 Likes
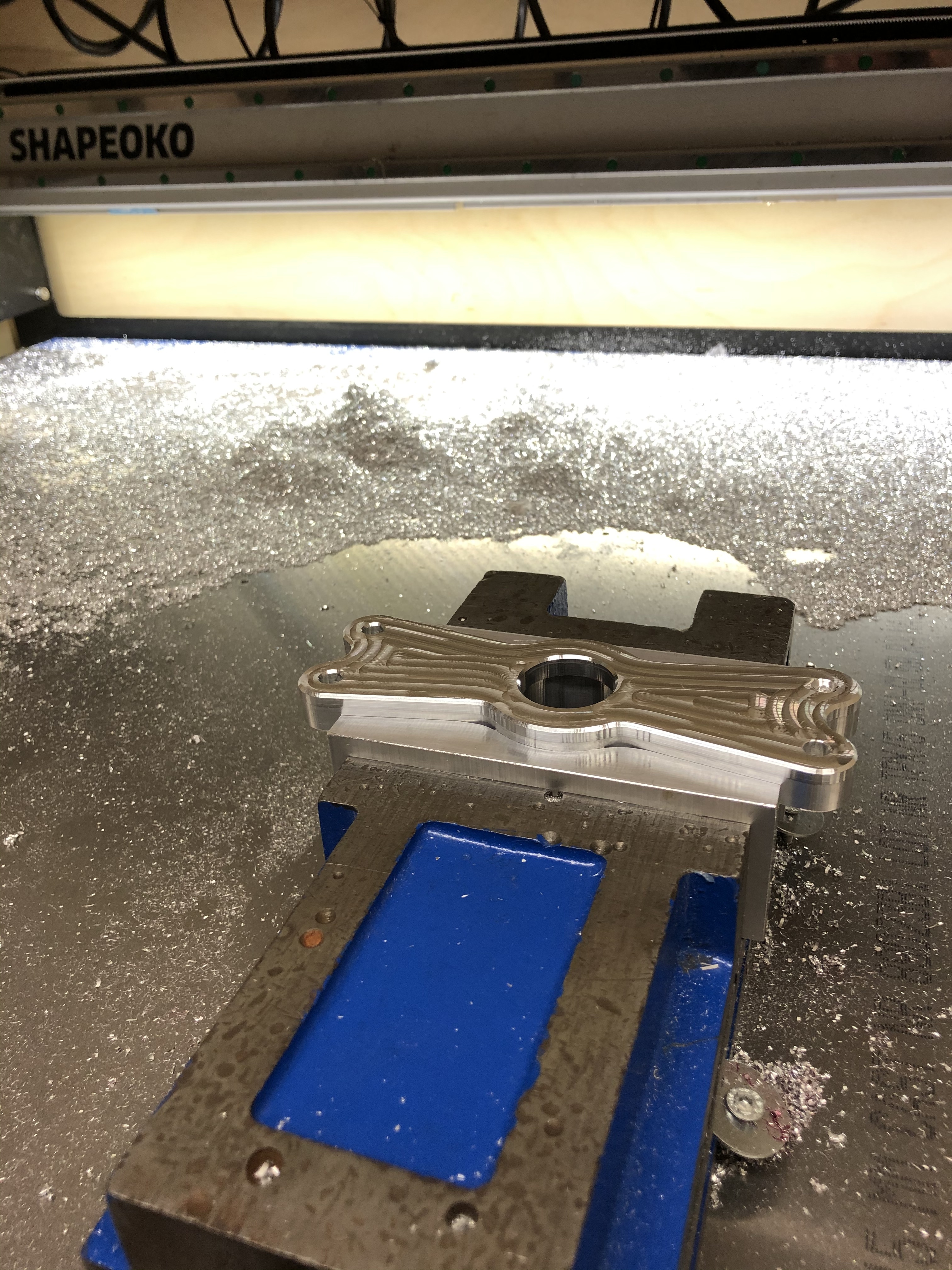
Did some work in 7075-t6 today. at 2700mm/m 4mm WOC 1mm DOC spindle at 30k.
Chipload is about 0.1mm
Datron 6mm 4in1 endmill.
Pretty happy how it turned out.


7 Likes