I’m putting a drive by wire throttle body on my '72 Cadillac and Holley no longer makes the one I wanted so I thought it’d be a good first aluminum project for my So5P.
I figured this one was a throw away prototype anyway to make sure I had at least the first round of attempts at doing aluminum figured out. Granted that is probably a $45 chunk of aluminum but I’ve learned/figured out so much with it that it was worth the effort. All the machine upgrade stuff (5.1 rails, 2.2 kw watercooled spindle) showed up yesterday and when I’m done with this particular part I’m going to start on that with hopefully making a video of the process then do the part again for real. I might even sneak in an attempt to thread mill the 1/4-20 holes on the first op side.
Some learnings:
-
I think there was a bur or a chip in the soft jaws I didn’t see so it wasn’t completely flat. I need to get the micrometer out and see how far off I was on X/Y too but it was REAL close on the second op.
-
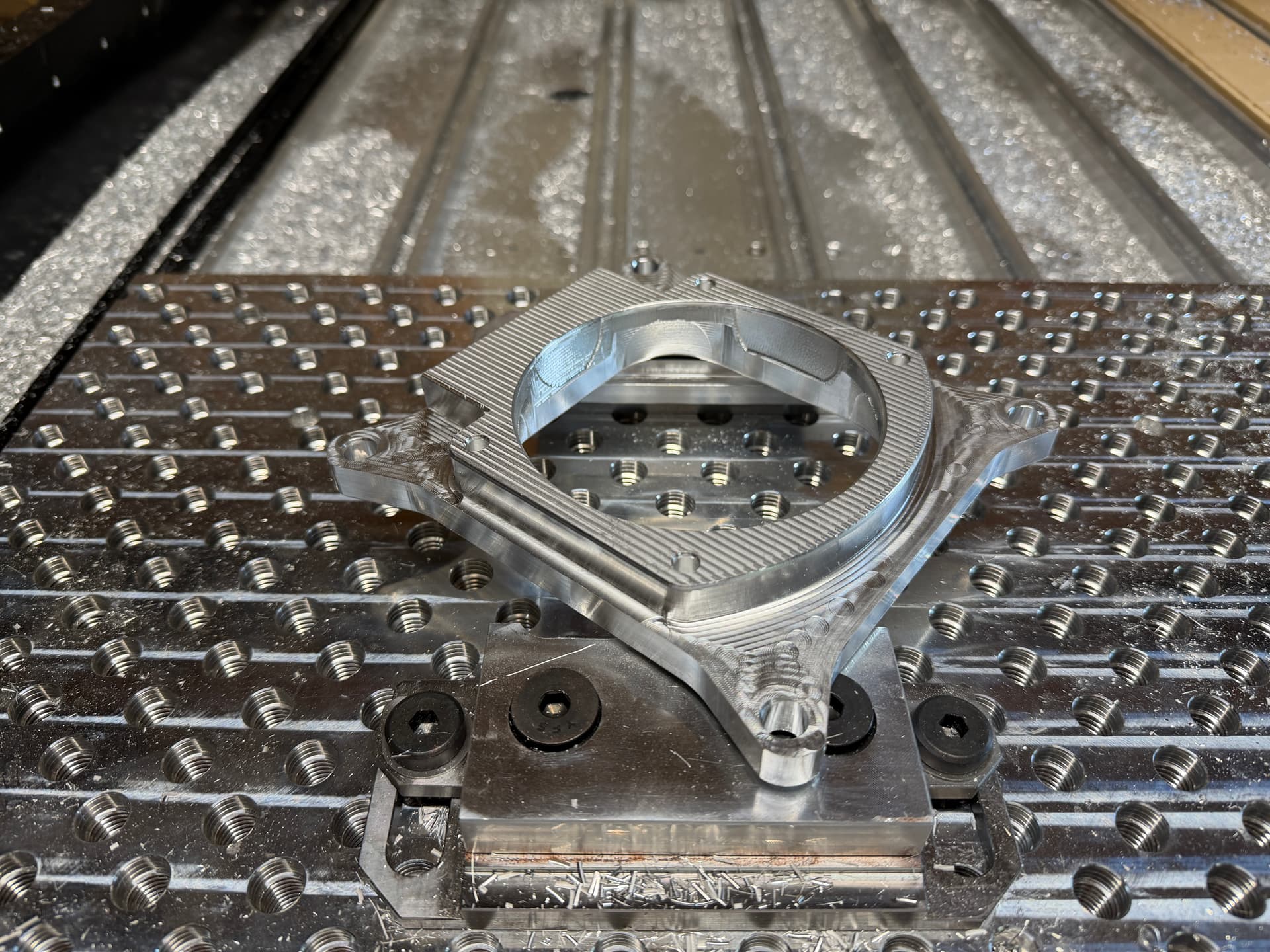
Flipping it for a second op was not nearly as bad as I was thinking. I was, as usual, overcomplicating it but I found some great youtube videos from Mechanical Advantage and Chip Monkeys that really helped me understand it.
-
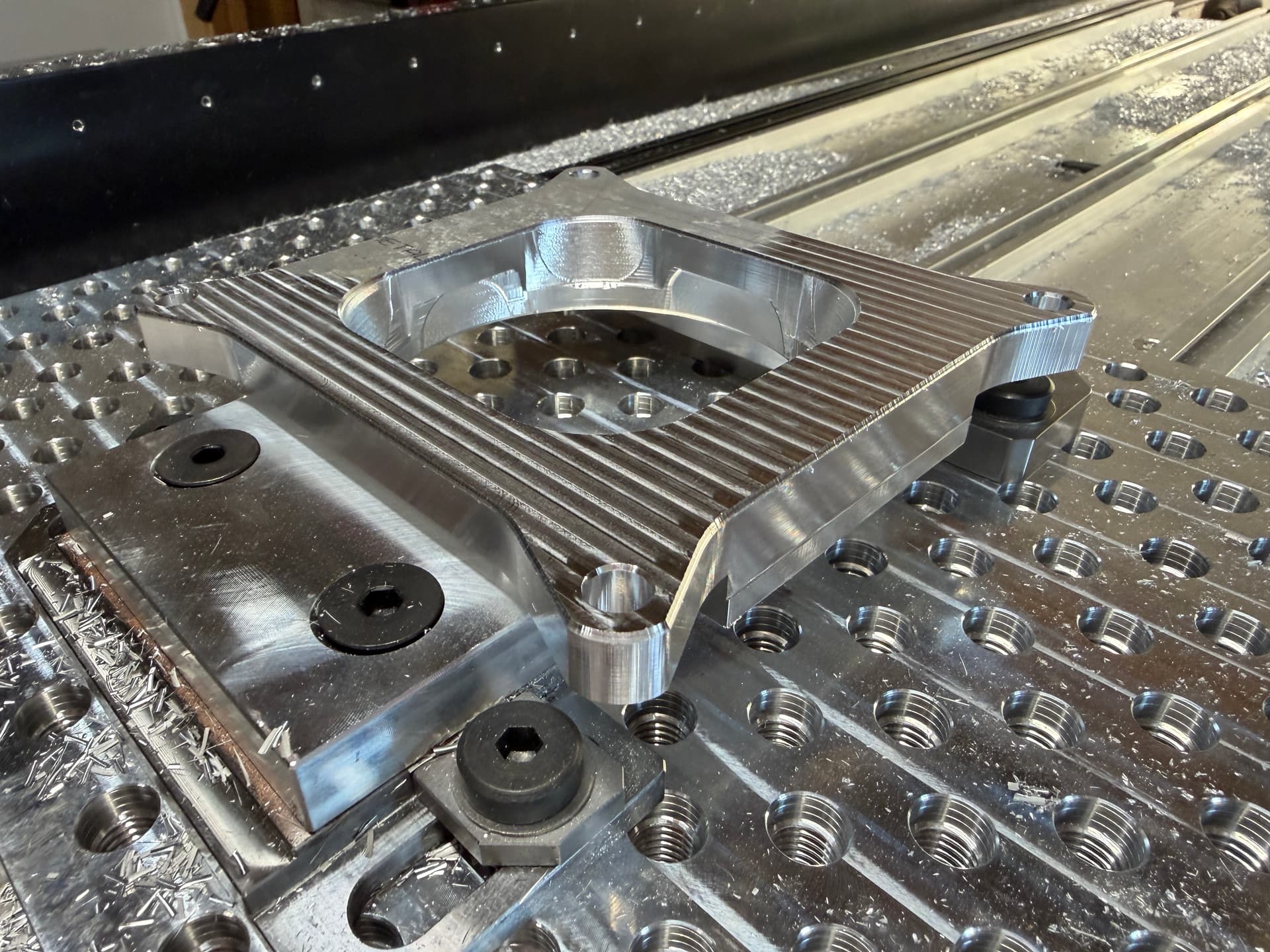
Since the overall finished part is 1" thick I need to use longer cutting length endmills for the interior pocket and one face on the outside. Most of what I’ve been doing has been single flute with a .75" cutter length so I’ve been going .6 on most things when I should have gone .7 and not have to pick up the the rest later. That later mentioned 10mm is going to be mighty handy for this.
-
This is my design so I’m not sure why I didn’t just undersize it slightly for facing operations.
-
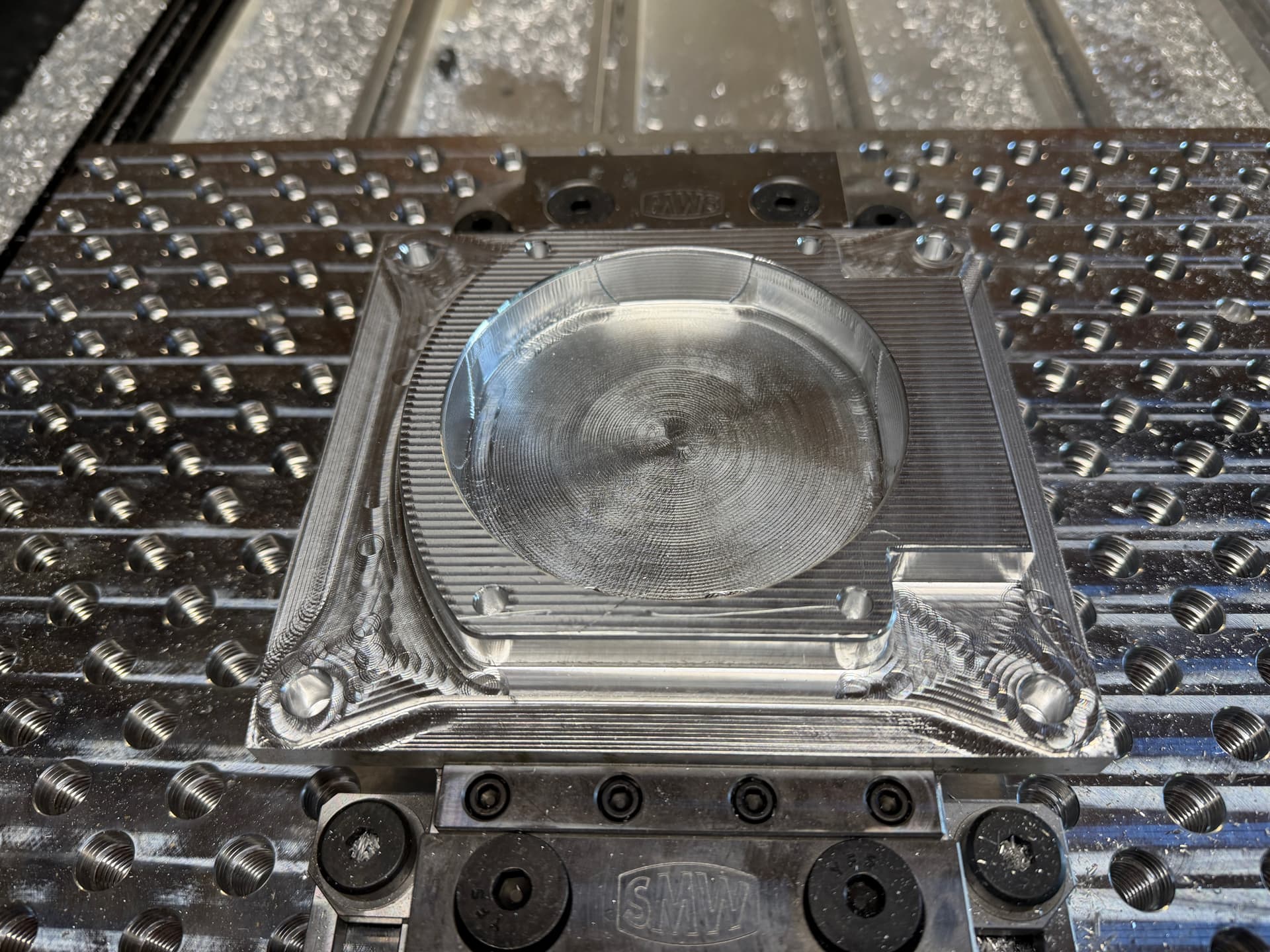
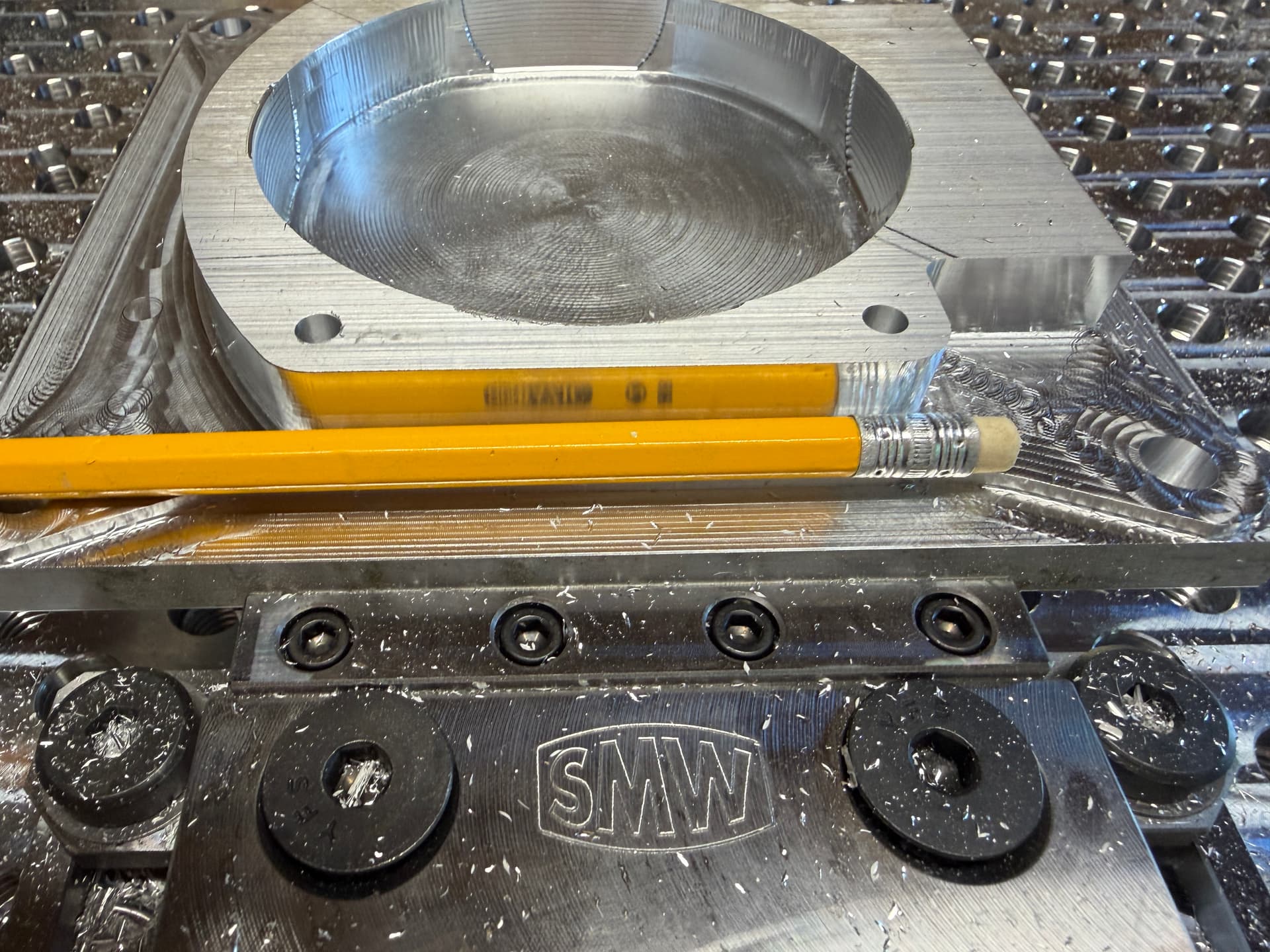
I forgot a clean up pass on the first op for the inside of the round hole so it is undersized by .02 and looks a little crap.
-
I have GOT to figure out a way to do some chip containment. There is a 5’+ radius outside of the machine with just chips of varying sizes taking over my shop.
-
3d Ramp is a better strategy than 3d Contour for finishing passes but I might be getting a bit over zealous with the thickness. Pretty much everything in Fusion can be seen as a parameter so I think I can take the ‘stock to leave’ dimension and use that as the max radial cut width for the clean up pass to get dimensional accuracy?
-
I did find an Amana 46286-K tapered ball nose in my box-o-bits which so far gives me a glorious finish on a .015 stepover. For the actual part I might go super fine on this so I have to do less manual blending later.
-
Single/zero flute endmills are the bees knees for doing clearing but I think a 3 flute might be the money for doing face finishing passes since they are more stiff.
-
I’m probably going to royally screw up when I move to the bigger spindle since I know I can push it harder I’m definitely going to find the upper limit of what I can hog out at once.
-
Having said the above, tariffs can kiss my flat freckled ass. I have a 10mm diameter Datron single flute with 26 mm of cutting face (1.02") on the way and there was an additional $13 in tariff surcharges on this glorious bastard. I’m probably going to be reaaaaaaal careful with a $109 total bit.
-
I should figure out some creative way to set the distance between the softjaws when I mill them. I initially set them at 4.25" in the program but for some reason I had 4.5" in my head so the first one cut air. I could probably just cut a 2x4" to width for spacing them since the movable doesn’t have to be as precise and if I put it back in the machine I’ll be locating off the part anyway.
-
Did I mention the utterly obscene amount of chips? I’m half tempted to start putting them in a bucket and building/buying a foundry so I can make ingots from the chips so they aren’t a total waste.
-
I wonder if I can do some side panels that are open at the bottom and some kind of ‘gutter’-like trough just so I’m not tracking chips throughout the house like glitter from a strip club
-
I apparently forgot something important that I learned when doing signs. Split all of my different operations into separate files instead of just one long one. When I’m doing signs I will number them in order and put what tool in the filename but for this (despite being much more likely to be an expensive failure) I just slapped them in ‘throttlebody-top’, ‘throttlebody-bottom’, and ‘tb-softjaws-might-work-this-time’ .nc files.
-
It would be a damned bit cheaper (see the above opinion on tariffs) to buy stock if this part wasn’t 6.5" finished on the long axis. There are plenty of good deals on 6" wide 6061 but virtually none above that. In a rare case McMaster was the best price for what I needed when I bought a 2’ long piece 6" wide and I just cut it on my bandsaw. Most of my other parts I can get the material from Banana Metals for pennies on the pound. I just need 1x6x7.