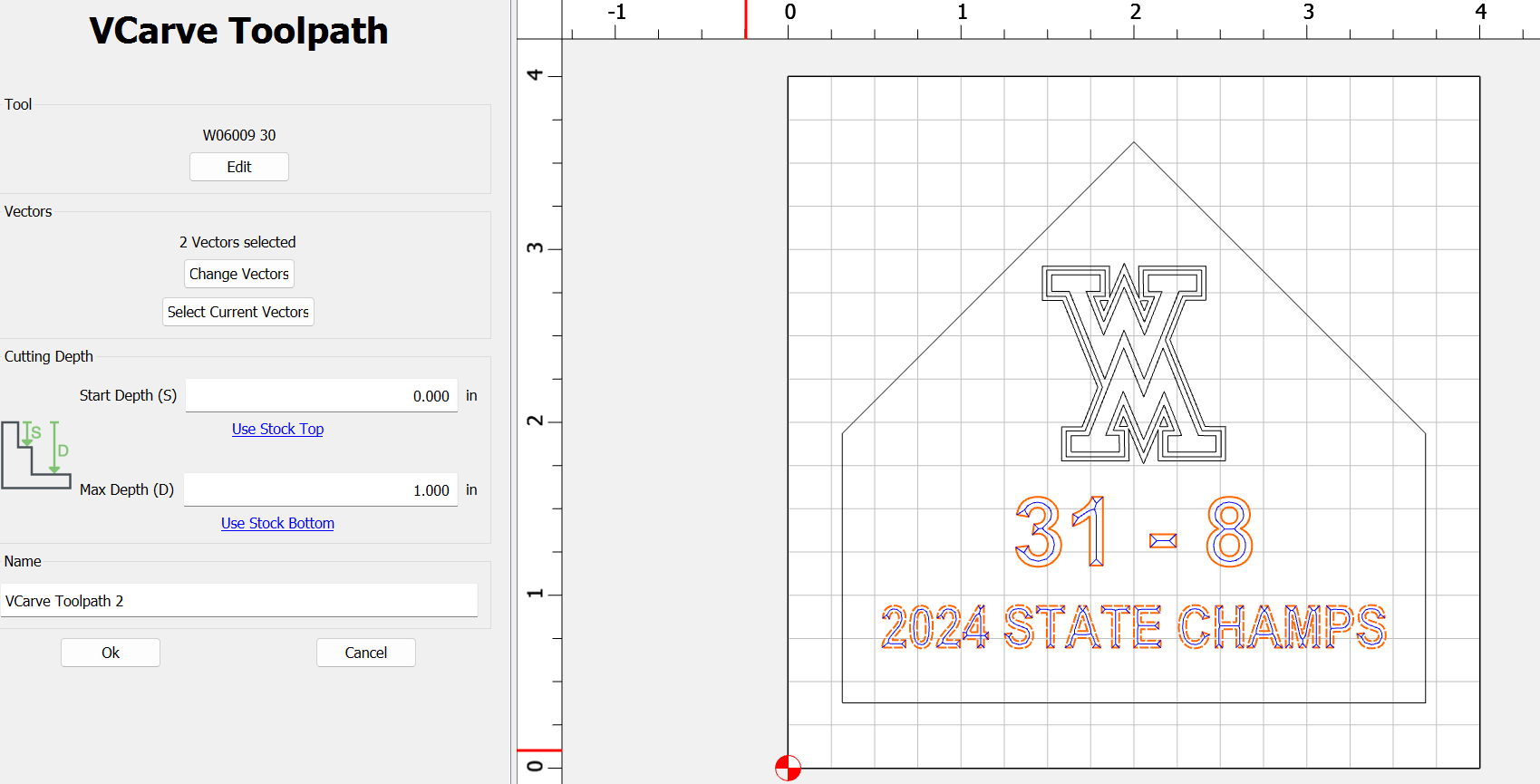
I’m looking for some help on getting cleaner letters. The two pics are only different by the depth of cut; .125" and .06". It doesnt look like the depth makes a difference in the color of the epoxy (Total Boat MakerPoxy colored with acrylic paint). I’m looking for info or ideas to get the letters to cut cleaner. The .c2d file is attached to look at the AVC settings I went with. Is a different font or single line font a potential solution? I’m open to ideas.
This will be placed as an inset in the top of a decorative home plate shaped ring display case. There’s one more toolpath, but haven’t gone any further until I get the text figured out.
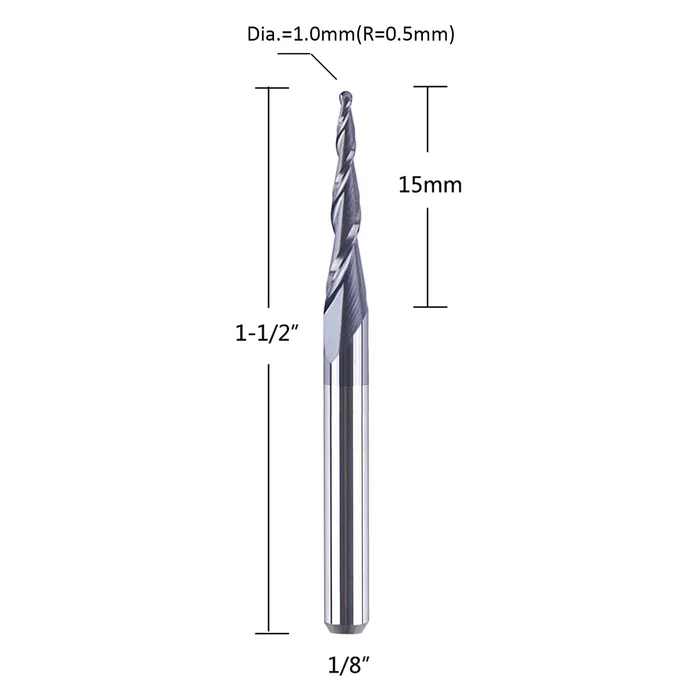
Vee Carve thinks it has a sharp point, so all of your pockets will be too big.
In fact, you can’t use this tool. It’s 1mm dia, and the pockets you want to cut are only 0.63mm and 0.76mm around the WM part. It will fit in the “31-8” but nowhere else.
Yep, what @Tod1d is saying. A sharp 60° or 30° v-bit would provide way better results. Then make sure your stock surface is flat and Z-zero is accurate. You can improve your cuts even more by ensuring the tool-spindle combination doesn’t produce significant runout and tweaking your feeds and speeds for smooth movements.
I will re run the tool paths with my 30v in a little bit, and try it out. Would changing to a different tool path do anything since the 1/16” end mill does very little in the overall VC tool path?
hopefully I bought a new 30v since the last one was broke off by the machine trying to drive it into the BitSetter.
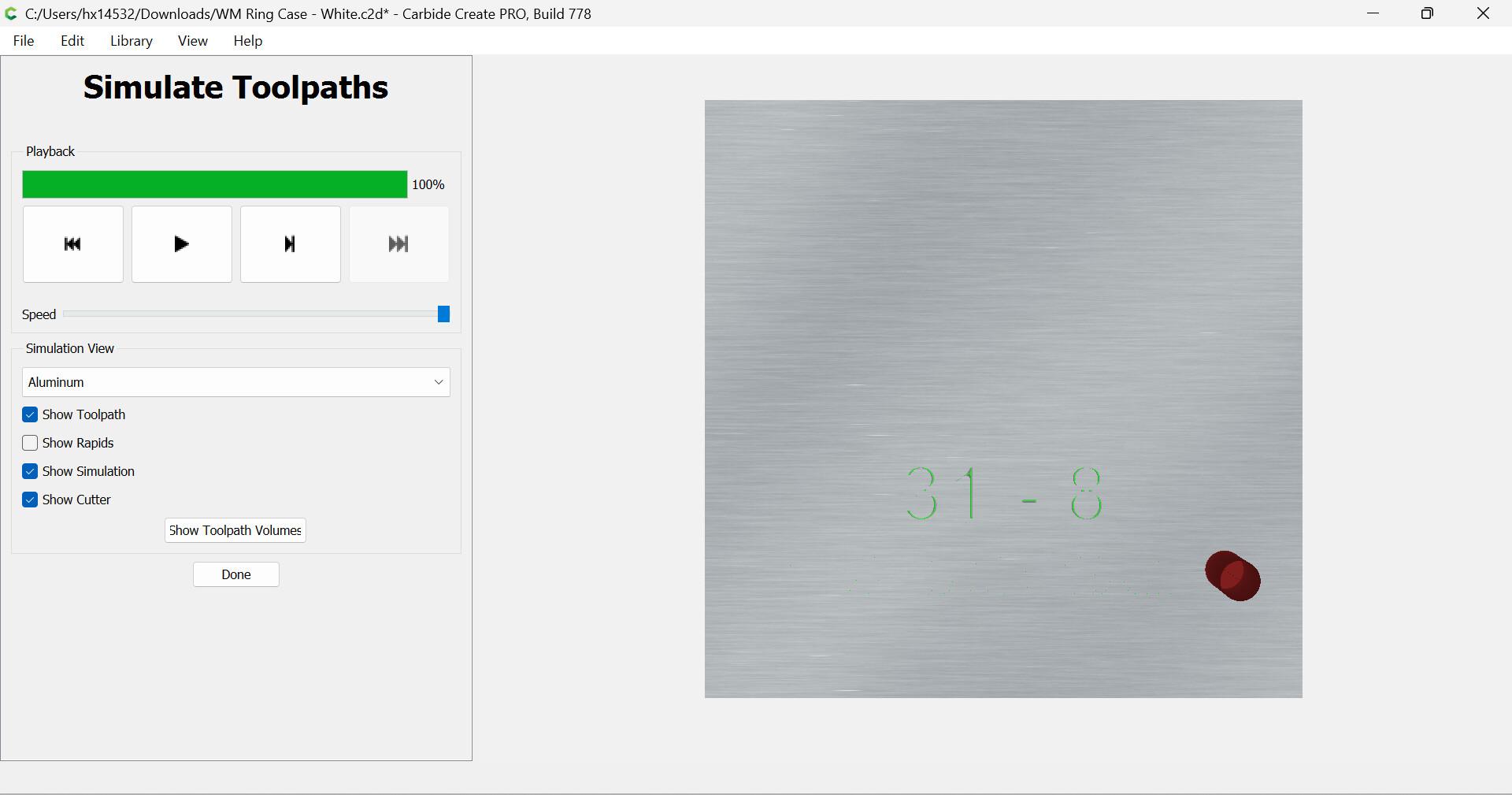
UPDATE - I cannot get any respectable results with any vbit (30, 60, 90). The only combo that I’ve found to show all of the image in the simulation is by using the .25mm tapered end mill in the place of a vbit. Any idea of why? What am I doing wrong, or are getting the same thing if you play with the file I attached above?
That’s what I’m thinking, but I’m having trouble getting the simulation to run correctly when I change different bits. But my real question is, how did you get the image you attached above? Is that from a different program?
When creating the text use the spacing to increase the space between the letters. That will help with your pockets running together.
Looks like your coloring works but acrylic paint is water based and epoxy I have done in the past works well with colorants made for epoxy. I have used Transtint dye with good success. If your acrylic paint works then use but consider for future epoxy projects Alumnilite and other colorants specifically for epoxy. At Hobby Lobby and Michaels they sell colors specifically for epoxy. You can also order on Amazon. Just remember that dark colors go a long way with just a few drops. So add a little, stir and see if it is dark enough. If you put too much in red tends to look black.
Hey Kenny,
To simplify things, recommend you create a new regular v-carve toolpath for just the numbers and letters (no logo). Assign your 30° bit at 16000 rpm and 40 ips. Also, set max depth to 1". Yep 1 inch.
Deselect all the other tool paths. Save and run ensuring your Z is set accurately.
See if that works.
Regarding the V-Bits. Without seeing your results with the V-bits and actual settings, its difficult to assess what went wrong. But if I had to guess, I think it is because you’ve set your max depth to .06" which is probably keeping the V-bits from cutting as deep as they need in order to fully make the letters.
Regarding the tapered ball mill. Realize that when you assign a bit to a V-carve tool path the software assumes that it comes to a perfect point. Then when you set your Z, the SW is assuming that the part of the bit touching the stock is the “perfect” point, when in reality it is the blunted end. When you run the job, the machine pushes the blunt end of the end mill into the stock the distance it calculated for a “perfectly” pointed V-bit. If you look at your simulation the letters are extra wide and sloppy.
That makes sense to me. I just dont understand why I seem to be getting different results. I feel like if I manipulate the depth or Z-zero it will work out fine, but I’d rather do it correctly so that its repeatable in the future.
I’ve done research on using acrylic paint to tint epoxy. It works in some epoxy brands, but not all. TotalBoat MakerPoxy states that it can be used to tint, but the cheaper stuff I’ve used from Hobby Lobby doesn’t like it so much. There’s also something about keeping the acrylic to under 4%, which I assume has something to do with “contamination” and proper setting. I would not to a medium to larger project using acrylic, but so far I haven’t seen any issues using it in these small volumes. I guess I can add epoxy to the list of “You get what you pay for”. So much for an inexpensive learning curve…
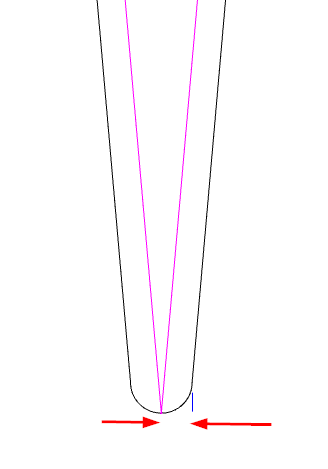
A picture (1000 words?) to illustrate Brian’s explanation…
If you offset your curves inward by the distance shown with the red arrows (basically the radius of the ball), then cut with a V-carve path it should be right on.
With the 0.25mm tapered ball this would be 0.005" (0.125mm).