Usually cutting problems such as this are caused by insufficient belt tension — the Z-axis needs to be guitar string tight, the X only slightly less, the Y maybe a bit less, but even tension for both belts.
Also check the balance of the machine mechanically, eccentric nut/V-wheel adjustment and pulley set screws.
It behaving differently is usually caused by the difference between climb and conventional milling.
Will pretty much nailed it here I reckon. I had the same thing on 3 separate occasions, each caused by something different…
Pulley slipping on z axis stepper due to loose set screws - I pulled the pulley off, made sure the screw lined up with the flat spot (if there’s no flat file one on) put some Loctite on the screws and tightened them up
Z-axis travelling too far down during job, losing its place and losing its zero - to fix I dropped the router down a bit in the holder
Safe z-height/minimum height set too low, in this case below the top of the material - easy fix in software to set safe height 25mm/ 1" above material
@DCFYI How are you generating your gcode? How are you establishing your Z-zero? My first guess would be the toolpath. Zero is a bit too low and gcode doesn’t lift Z before heading to the XY start?
I’m sure someone else has a better answer but I don’t think it’s a gcode as such. You set it in the software you create your gcode with - Carbide Create, Fusion360, Vcarve etc.
The software options all call it something different, look for something like retract height, minimum safe z distance, safe z height or something like that.
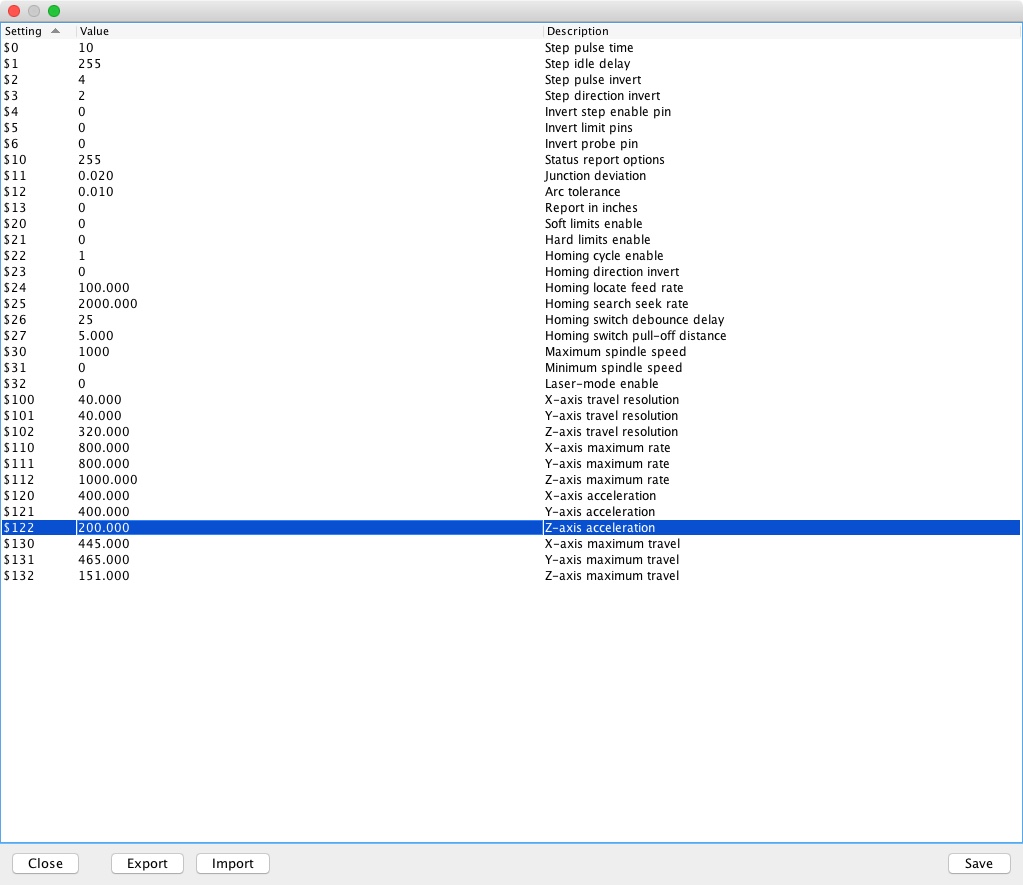
The safe / retract height is set in one’s CAM program — there isn’t a Grbl setting for it as such, it’s a discrete G-Code command / level to which the machine moves after each pass / as needed, so will appear in the .nc file as something like:
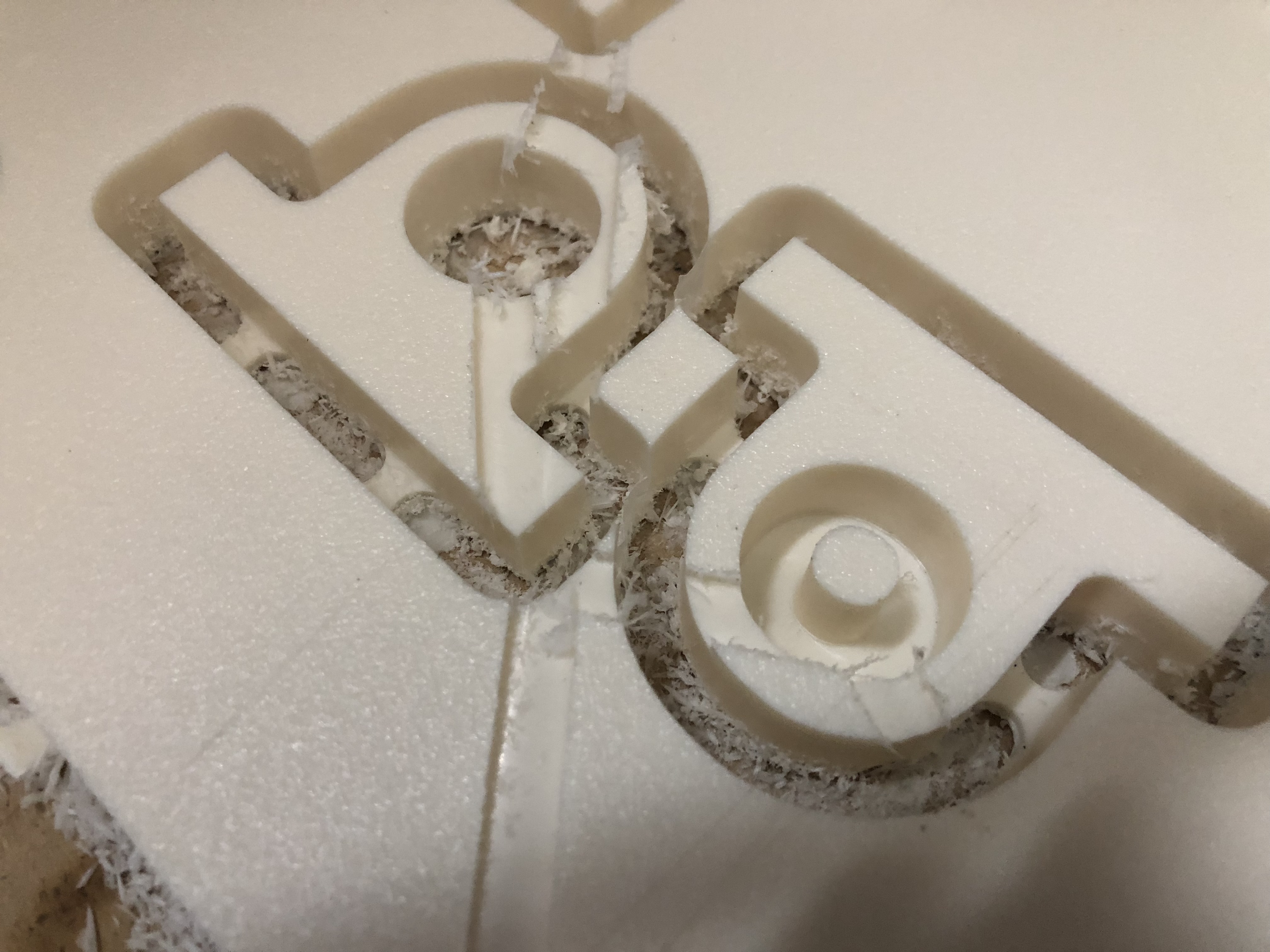
Interesting. It doesn’t look like your z is loosing any height as the cuts are correct, it’s just the actual machine moving to position at the wrong height.
Looks like it might be a zero setting or post processor? Usually the machine should raise the z, move to position then lower z/cut. What’s happening with yours?
Are you sure it’s not staying at zero and cutting through inconsistent material thickness of material surface not perpendicular? Can you post the gcode?
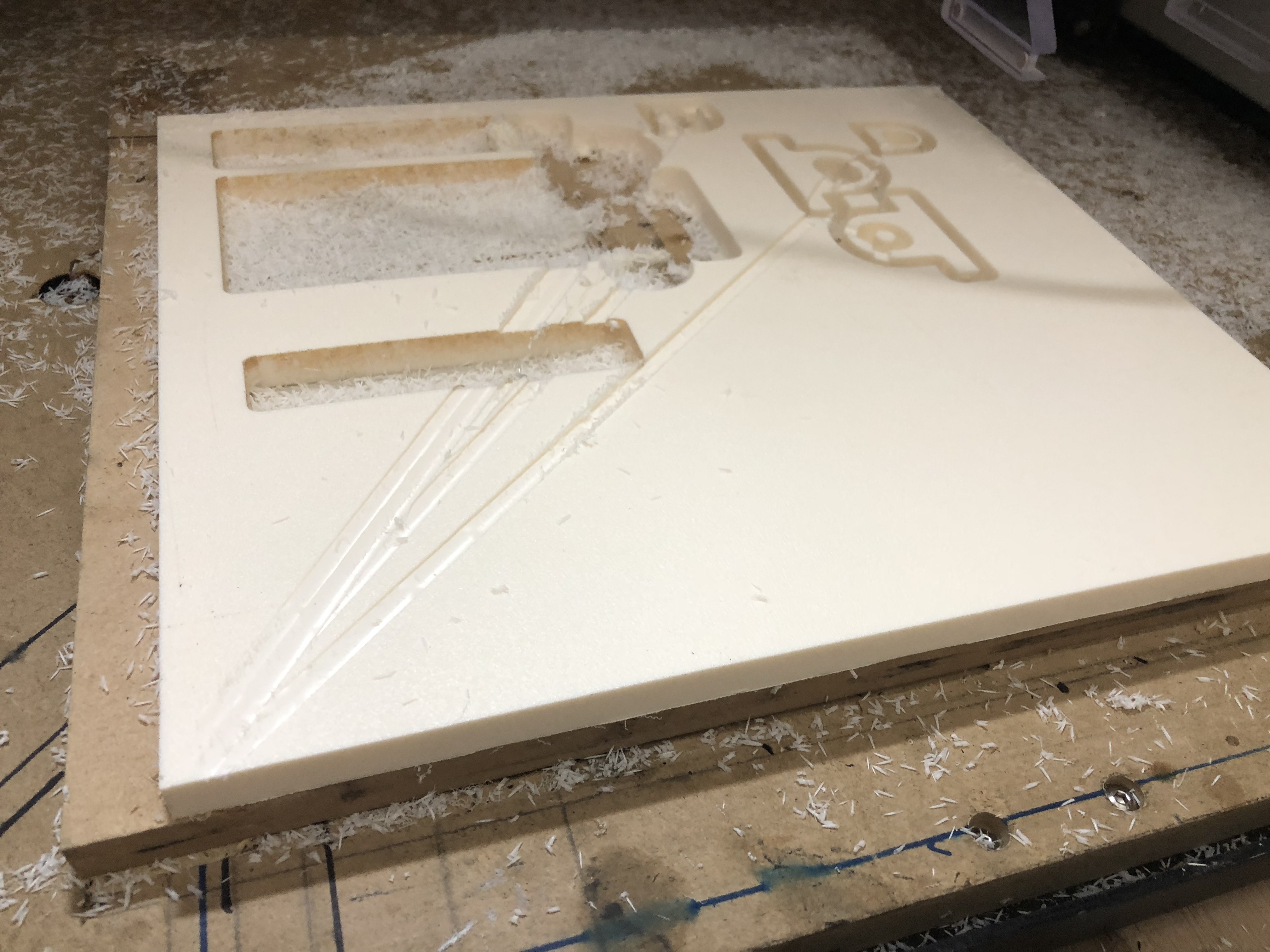
The third photo down - where there is a cut in the material from the origin all the way across the workpiece. Difficult to tell but that is a single machine movement and the depth of cut gets greater over its length (ie shallow at the origin and deeper at the cut part).
That tells me that either;
the material you’re cutting is not a uniform thickness or;
your wasteboard isn’t flat, or;
the workpiece isn’t clamped flat over its entire area
As a rookie I’d tell my machine to return to zero and see if it ends up where I set it originally. I think that’d give me a good hint if it’s the cnc machine or not.
Yes. I ran my tramming tool across the surface to check for inconsistencies in thickness of the material. The material and machine are both within spec.