ok so I have a weird bug going on and I’m not sure whats going on.
I have an xxl with a hdz and a spindle, I zero from a fence located on the back left with a wasteboard z zero so I never have to change my zero for sheet goods which is the vast majority of what I run.
had a spindle failure in the middle of a known good file. Last night I replaced spindle and vfd, never changed the zero and re ran the file to finish, no issues.
I use fusion 360 and am in the process of converting all my files from a 2430 to a 3030 stock size. I redid just about 20 files last night. I use the arrange function and patterned tools paths by components so this was easy.
This morning went to work at getting caught up on orders, loaded a new file and a new stock, as usual I havent touched the zeros.
My first operation is a predrill for hold down screws, run it, screw it down. Bit change happens and I have a 37 Min pocketing operation, works great until the last minute when it finishes cutting and is supposed to go front center for a bit change for a contour cut but instead it goes straight to front right and crashes.
So I double check im using the carbide post process and suppress the pre drill and pocket and post a code for just the contour hoping its just a fluke and i can save some material and finish the job,
Turn the machine back on and re initialize, load the file for the contour only ( no tool changes. Everything goes fine cuts it out with a 5 minute operation, then when it would normally go right rear after a job it goes r/f and crashes again.
Now I know its not a fluke and I need some help figuring out what happened.
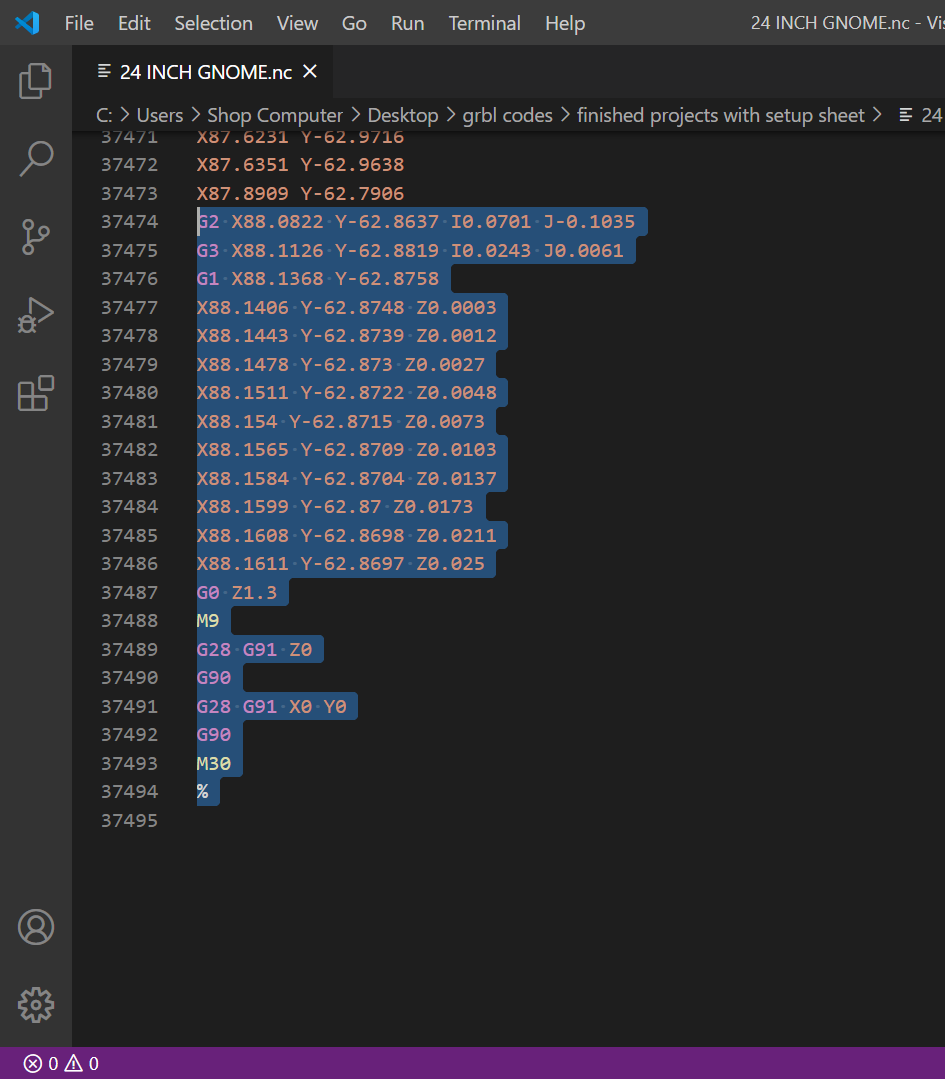
below is a screen shot of the GRBL code at the very end of the contour only operation. Ill post the file and a couple videos of what happened in a minute.
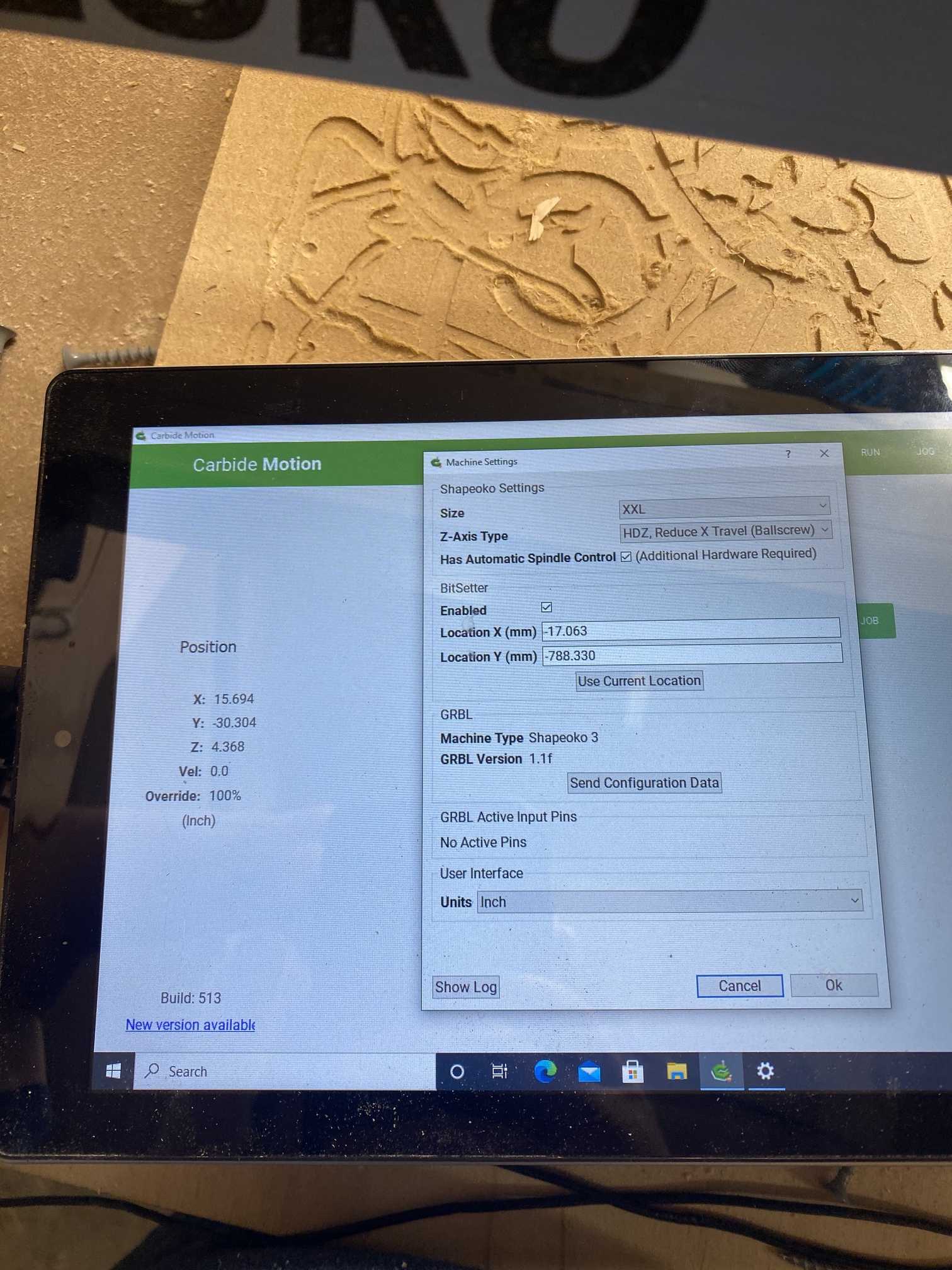
The bitt setter location is correct. It works fine for the initialization and for the file start bit height setting event. Also the end of the contour pass should go r/r for file finished and return home.
I Know nothing about GRBL code other than what I have taught myself in the last hour or two. with that said the last portion of the g code for the contour pass looks identical to the file that worked fine last night. Everything after the M9 looks identical so I would thing the code isn’t causing it
well nc viwer just got added to my proccess. Turns out I had an extra part 5 feet away that had visibility turned off. Thank you. Cant believe I overlooked that
In reality my next machine will be a shop sabre 5x10 with vac hold down, 10 position atc, and a 5-10 hp spindle, even then this may have caused a crash lol. I could buy that machine now and finance it and it will literally pay for it self and then some every month if our business keeps growing, but what I cant afford is the land, shop, and electrical service required to operate the machine and keep it fed