So I picked up some keyhole bits I’d like to use on the backs of some of my work to hang on the wall. Was hoping someone more versed in gcode than I could help me out. Basically I want a program to drop z say -.25”, then run y .75”, then back y out to starting position and z up. Seems simple but I haven’t tried doing any gcode editing or programing yet on this machine. Can someone lend a hand? Thank you
I would like to say that you should run a straight bit first to clear the path, then switch to the keyhole bit.
2 Likes
Check out this video by Mark Lindsay. It explains very clearly what you need to do to set up a keyhole tool path. While you’re there, subscribe because he has EXCELLENT videos. He does Vectric products but a lot of his information is applicable to other software.
Simplest way to do this is to create a 3-node polyline:
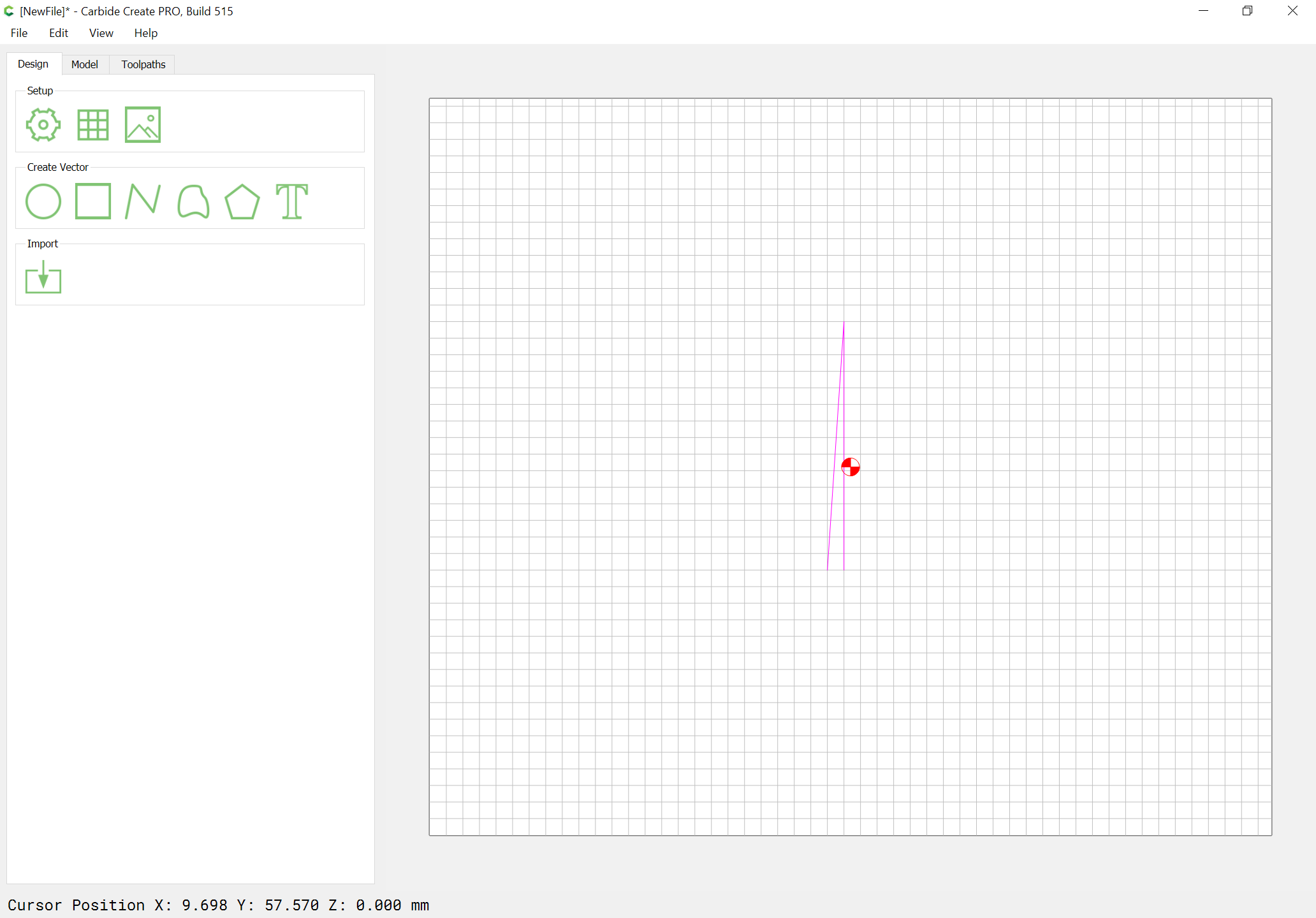
Then drag the two bottom nodes to be in-line:

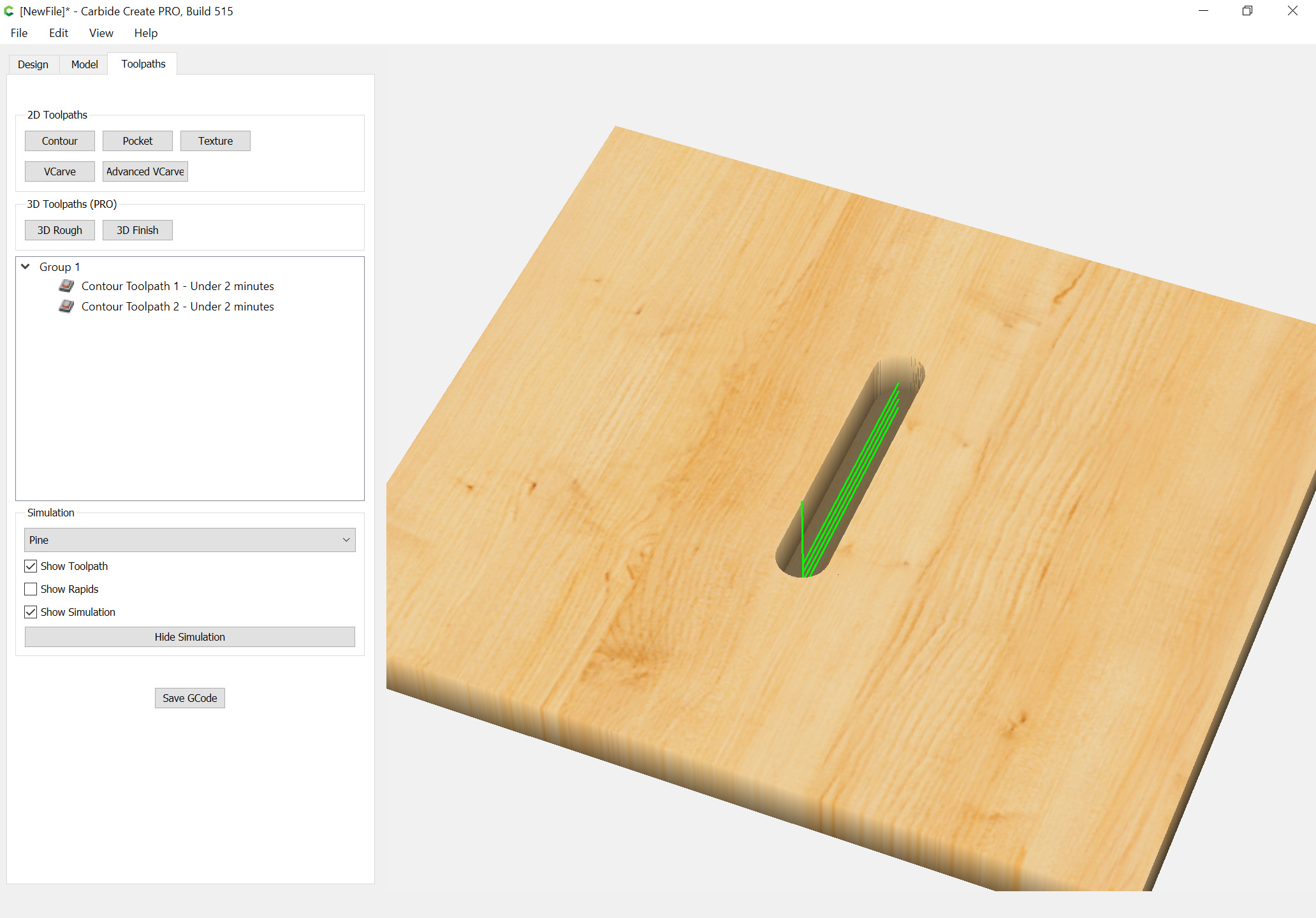
Then assign a pair of no offset contour toolpaths to the appropriate depth:

First one should be with a square endmill the same width as the shaft of the keyhole bit, second should be using the keyhole endmill and should have a depth per pass deep enough to make the cut in a single pass:
1 Like
This was handwritten and untested, but I’d try it this way.
Send your endmill at the location of the hole and the gcode uses a G92 to temporarily set that as your XYZ zero. I guess you could just use relative mode as well.
Also, do you have a source for a “low profile” keyhole bit. Most I’ve seen and used have a 3/8" or 1/4" head. You’d probably want to plunge deeper than 1/4".
G90 G94
G20
G92X0Y0Z0 ;temporarily set current location as XYZ zero
G0Z0.2
M3S16000
G4P0.25
G1Z-0.100F20.0
G0Z0.1
G1Z-0.200F20.0
G0Z0.1
G1Z-0.25F20.0
G0Z0.1
G1Z-0.25F20.0
G1Y0.25F60.0
Y0
Y0.5
Y0
Y0.75
Y0
Y1
Y0
G0Z0.2
M30
2 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.