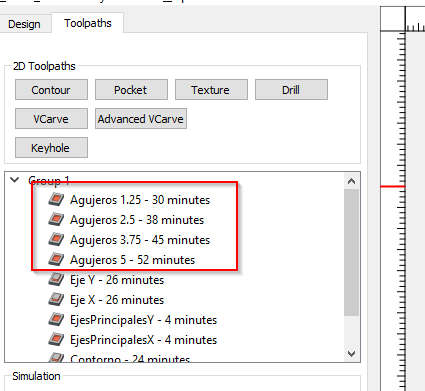
I am relatively new in the CNC world and now I’m working on a project that requires to drill a lot of 1/8", 5 mm depth holes, (at least 2500 holes) on MDF boards. I am struggling with the machining time, as the only way I have been able to accomplish this task is to make four passes drilling 1.25 mm on each pass until complete the 5 mm depth. It takes 5 hours to finish that process.
The tool that I am using to do this is a 1/8" downcut end mill (is the only small mill I have at this time). I have also tried with a drill bit but working at 10.000 RPM is too fast for this type of bit and after drilling around 300 holes, the temperature rises and it starts to burn the MDF.
I have read that doing pockets with a 1/16" mill would work, but I appreciate if you can guide me with your experience on how the best approach to would be do this work, as these are not pockets but just drilled holes.
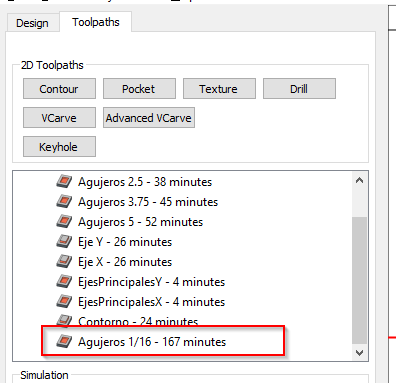
I made a test by creating the pocket toolpath using a Nomad 1/16" end mill and the result is that the time this process consumes is almost identical to what I did, it calculated 167 mins vs 165 mins of adding all the passes.
No, they are 5 mm holes in a 9 mm MDF stock. Checking the website, they do not give too much information about the rotating speed for these drills, maybe do you have any experience with them?
I guess it could be a hit and miss, mainly because I am not sure of what will happen with the temperature rising after a lot of passes, thanks for the suggestion!
You said “1/8”, 5 mm depth holes,". Either way, use an upcut bit, a downcut is just trying shove all the chips down into the pocket, and use a continous air blast on the bit to clear it, and keep it cool.
I think any center cutting up cut endmill should be able to plunge 5mm. At least a quick peck drill with two steps. Stick with two flutes and I don’t think heat will be an issue.
I’ve been using an HDZ since the OG Beaver Blue, so my opinion may be too aggressive. I cut more MDF than I’d like to, but I’ve never had to drill that many holes.
I will give it a try with an upcut bit, maybe that way I can lower the time. I will figure out how to get an air blast pointing to the router in a way that my hands are free for 3-4 hours lol