AFIK you’d have to get something not made in China (i.e. not cheap) for that. But then, if you’re not cutting metals, 1/4" shanks should suffice. Personally, I’d go with the HSD. But, those that have purchased G-Penny spindles here seem to be happy with them.
btw… what kind of F&S do you use for a 1/2 inch cutter?
60ipm at 1mm DOC ? (e.g. similar to the #201 bit just wider)
That would be extremely conservative.
I run a 2.2kw spindle with an hdz. I am able to run a 2 flute 1/4” bit at 180ipm, 18k rpm, .250” doc and .125” step over.
I only use amana bits and thier feeds and speed charts are Great starting points. I’ve been eye balling a 1/2” bit. Amana lists 200ipm , 1/2” doc and 1/4” step over but I’m not sure if the belts can take it.
I only recently got a spindle (and it’s a bit smaller one) but yeah with HDZ I have been going at 170% of normal for some… but I will admit to being a bit conservative in F&S so far…
That’s an interesting question, and I don’t even own a 1/2" cutter yet so I could not say.
However if I just try and extrapolate my crowd-sourced rule of thumb chipload table,
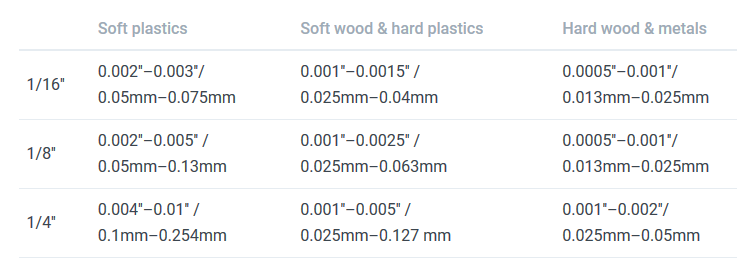
I would guesstimate that for a 1/2" cutter in hard wood I would aim for 0.001" to 0.004" chipload as a starting point (and probably lean somewhat towards the lower end that range, since @gmack kind of convinced me that 0.001" is enough, and one should max out RPM and then just derive feedrate to be above that 0.001" chipload)
So a middle ground value would be 0.002", at 24000RPM that would mean ~100ipm for a 2-flute at 50% stepover, faster for lower stepovers. @quicky06 pulls off using 180ipm at 18k, so that’s a 0.005" chipload, there’s no question that depending on the material one can go higher that those values in the table.
For DOC, by default I would stick to my usual rule of thumb of starting with a max of 50%D, so 0.25" in this case, for non-adaptive toolpaths (and up to 300%D for adaptive at low WOC)
Most of the time I’m not optimizing for MRR anyway. I have this 8mm 2 flute I have been wanting to try to hog material, we’ll see if my little extrapolation here lives up to the reality, and I may need to buy a 1/2" cutter just for the fun of shredding material like there’s no tomorrow.
2 Likes
For reference here is the amana feeds and sellers charts for straight end mills.
I use fusion so I have imported their tool list. And these are what the default tool settings are. I do some test cuts at 50% speed using a 1xD Doc and a 1/2 D step over. I work up to 100% with test cuts and having had an issue yet.
My biggest concerns is the belts on the machine. That chart lists but limitation (and conservative ones at that) not machine limitations.
I have been on the fence about buying a 1/2” bit ($$$) to reduce roughing times in Baltic birch. But I’m unsure of the belts can handle the load required. Especially for a 3 flute.
1 Like
Running a Trend 1/2" two flute
https://www.amazon.co.uk/C153X1-2TC-C15312TC-Cutter-Worktop/dp/B0046QP7GQ
In a cheaper plywood (not as heavy as baltic birch) I ran Adaptive Clearing at:
24,000RPM
1920mm/min
5mm optimal engagement (WoC)
10mm stepdown (DoC)
And it was perfectly happy, I was even able to push the feed override up as it threw chips around the room.
1 Like
Thanks for the feedback, interesting, so that’s a 0.0015 chipload and 80%D for DOC in plywood.
Did you capture a video of your 1/2" cutter butchering the stock ? 
at that amount of violence I’ll start worrying about work holding 
(sadly I only have an ER11 collet so limited to 3/8"… but I want to add a 1/2" bit to the tool library at https://fenrus75.github.io/FenrusCNCtools/stl2nc/stl2nc.html in addition to a 3/8" and 5/16"… and figured that one I know what a 1/2" can do I’ll run the 3/8" at that same F&S)
1 Like
Not sure exactly what feed rates I grabbed phone video at, once I sped the feeds up I was a bit more focussed on the machine.
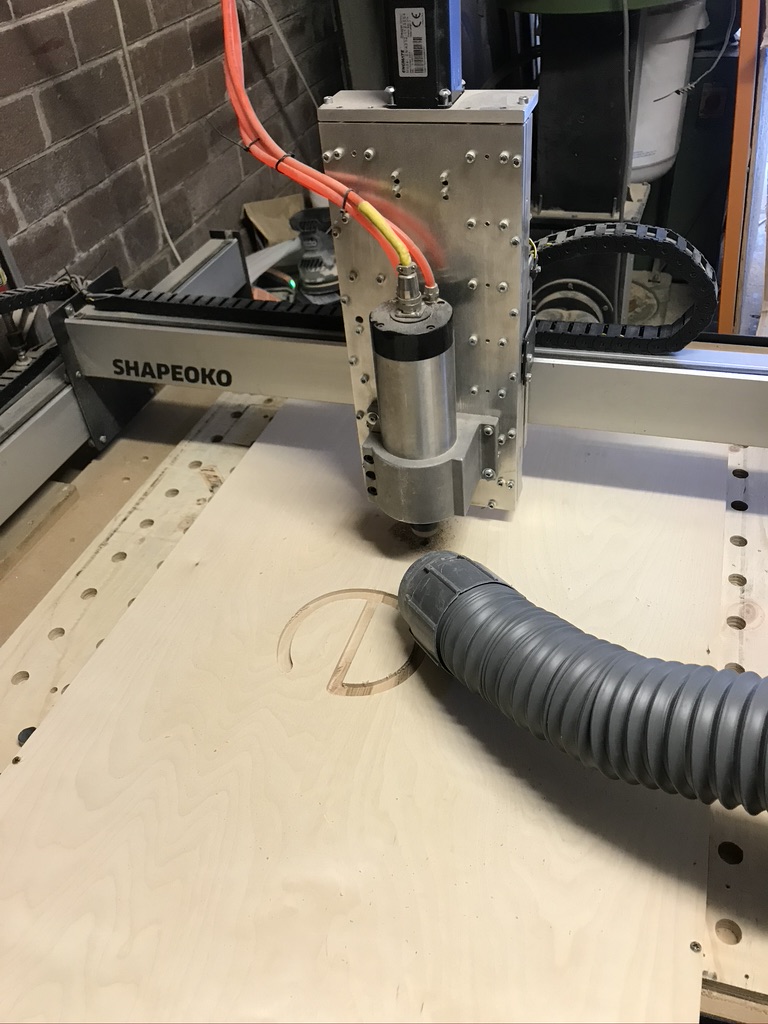
Here it is clearing out a side pocket in the ply, that’s a 204mm long side pocket it’s clearing out at 10mm depth and 5 engagement, seems like about 4.5 Seconds to cover 204mm based on the video
And yes, the dust extraction is running, it’s just the chips are being thrown straight past it.
Here’s the first go at a full pocket with Adaptive Clear, again. After watching it do the first pocket like this I hit the feed override to see how much faster it would go. The big cutter clears chips out of pockets with no problem and didn’t tear up the surface even on this poor quality ply.
I suspect the large spinning mass of the cutter along with the rigidity back to the spindle of 1/2 inch of tool steel works as some kind of giant gyrostabilising wobble preventer.
This was quite a soft plywood, I’d be a lot more careful in a proper baltic birch.
Workholding wasn’t much of a problem as the cutter is straight flute so not pulling up on the workpiece. When I used the cutter to do some joinery on a 2x4 however, the workholding was definitely on the “step away from the machine” side of happy. Not sure what feed rate this is but I’m getting chips not dust
3 Likes
Amana makes “Carbide Tipped Straight Plunge” bits for wood with 1/4" shanks and cutting diameters up to 1". So, you should be able to significantly increase your MRR by using more of your spindle power without increasing cutting forces. But, beware that the glue in light weight Baltic Birch will chew up HSS cutters. It will also likely require more cutting power.
2 Likes
interesting.
it’s unlikely that I will use baltic birch for finegrained high detail 3D carving
price was quite reasonable so it’ll arrive in a few days
thanks for the heads up @gmack
1 Like
I have a 1” with a 1/4” shank.
They do not plunge well. With an hdz it’s not an issue. But a belt drive z will loose steps undoes you ramp slowly.
I actually stopped using them to rough out material because I can run a 1/“4 bit sooo much faster that it doesn’t really save me any time especially when I have to do a bit change to get into smaller areas.
What speeds do you use?
I’ll have to see what the 1/2" one can do… it looks very different from my 1" surfacing bit i the pictures (my surfacing bit plunges like a brick so yeah not too useful)
I’m Camping for the night. I’ll look up my speeds when I get home tomorrow and post them.
They call them A plunge bit but the cutters do not come together in the tip. There is a ledge ground into the steel that can be plowed through wood but takes some force.
I have an XXL with a Chinese 2.2KW water-cooled spindle with ER20 collets. I have built a new Z-axis for it because the stock one was woefully inadequate. (nursed the stock Z-axis along so I could cut the parts for the new Z.)
The new Z-axis if fantastic! I no-longer worry about tool paths that need to raise and lower the bit repeatedly. I upgraded the steppers on Z and X to ones with more torque. Definitely recommended… I ordered linear rails for the X-axis too. Should be another big step forward in reliability like the Z-axis has been. (after I ordered them I saw Shapeoko have gone down this path for the pro model too.) I find the ER20 very useful. A lot of my tooling is half inch. It just feels more solid to me. I recently printed a drag-knife for cutting cardboard using my Shapeoko; the 1/2" shaft butting against the shoulder of the ER20 collet is study enough for cutting even quite thick cardboard. It would not have been remotely possible with a smaller collet.

The other upgrade I heartily recommend is a small 3d printed fan attached to the spindle. It blasts a hurricane of air down the cutter into the trench the cutter has just made. It blows the swarf out so well. It’s made my machine much more reliable, especially when I use down-cut or compression bits.

4 Likes
so got to try my new 1/2" Amana cutter today. That is a beast.
For 3D roughing I started at 2mm DOC with 50ipm feedrate… but basically dialed it up in Carbide motion to 150% without blinking
2 Likes
That fan doesn’t just blow apart under jet engine like RPM?