I totally thought it would, but it’s been going strong for months now. It was a careful tight press fit over the collet nut. I used a vice to squeeze it on. So it’s not flopping around. Also, the ring around the outside helps keep it in one piece (and direct the airflow like winglets on airplane wings) It’s also a safety measure. I figured something would one-day catch on exposed fan blades. I suspect also stops it from whirring badly. I should drop a copy up on thingiverse in case anyone is interested. I used petG plastic at 100% infill.
1 Like
That’s awesome, I’m more and more amazed at 3d printing. I just got my printer a few months ago and it’s been a blast learning just how much it can really do.
I imagine with a dust sucker of some sort it must really work well. Almost like ram air into the vacuum. Would love the STL.
Chip-
I was facing an end grain board i’d glued up from birch ply strips today using a 22.3mm 2 flute cutter. I had a 1.5mm depth but was driving it at 5000mm/min (197 ipm) I heard no drop in rotational speed in the 2.2kw spindle… I think the torque of the 2.2kw spindle means that something else is always the limiting factor in your speeds and feeds. For me, after doing a slightly over the top upgrade for my Z axis, the weakest link is the v-wheels on the X axis and the torque of the X stepper. Things go wrong on that axis if i push too hard. So that’s why I bought linear rails and a high-torque stepper… have to wait till the lull after the holidays to install them. Too busy at the moment!
I reckon you can push your feedrate higher. For a facing cut you might as well keep going faster until you get missed steps and then back off your feed rate about 30%. That should give you a calibration. It works flexibly too. If you double the depth of cut you half the feed rate. Lessening tool engagement is the other option. (as with adaptive clearing strategies - I use fusion 360 for my toolpaths.
I keep finding uses for it.
I just uploaded the fan to thingiverse. The fusion 360 file is there so you can modify it directly (if you have f360) Also an STL.
Mine fit snugly over my er20 large collet nut.
The fan is thin enough that it doesn’t get in the way of the spanner flats on the nut.
1 Like
I think you’re absolutely right about that, and suspect that @LiamN would agree!
1 Like
Yeah,
I have yet to even slow down my 2.2kW spindle and that includes things like sending it into a cut at 1,200RPM edge finder speed instead of 18,000RPM, I just got big chips and an unexpected sound 
The cutting forces and resulting frame deflection and vibration you’d be likely to see getting anywhere near full power on these spindles are rather beyond what the Shapeoko was designed for.
I have made mine stop once, I ran a 2" surfacing bit into hard maple at 8k rpm instead of 18k, its a 7 cutter bit and i was cutting 0.125" off of a slab with it, to its credit it made it a good 12" before it quit cutting and starting slipping belts
1 Like
Did the spindle slow/stop, or did the machine’s belts slip? What DOC, WOC and feed rate (IPM)?
The spindle got really slow. Then the belts slip or should is say lost steps because I’m not sure if it was belts or stepper motor.
It was the initial cut so it was a full with 2” wide cut at 1/8” deep at 140 ipm.
I hit estop rather quickly.
Wow - 35 cu-in/mi!  . What spindle, machine, and feed direction?
. What spindle, machine, and feed direction?
2.2kw spindle. And it’s an xxl with steel belts and I run left to right on all my surfacing passes.
Stock V-Wheels with HDZ and constant torque (most Chinese) spindle?
Yes.
One thing to keep in mind 1 I no longer do it like this as clamping was an issue at times. And 2 I would only cut 15” at a time. So it was 15” wide so it didn’t stay under a load for a prolonged time.
This was me flattening slabs or glue ups before a planer when I still had that need.
Surface finish was not a concern as the planer would hit both sides eventually
As shown below, your cut was likely a bit too much for your spindle at 8000 RPM.
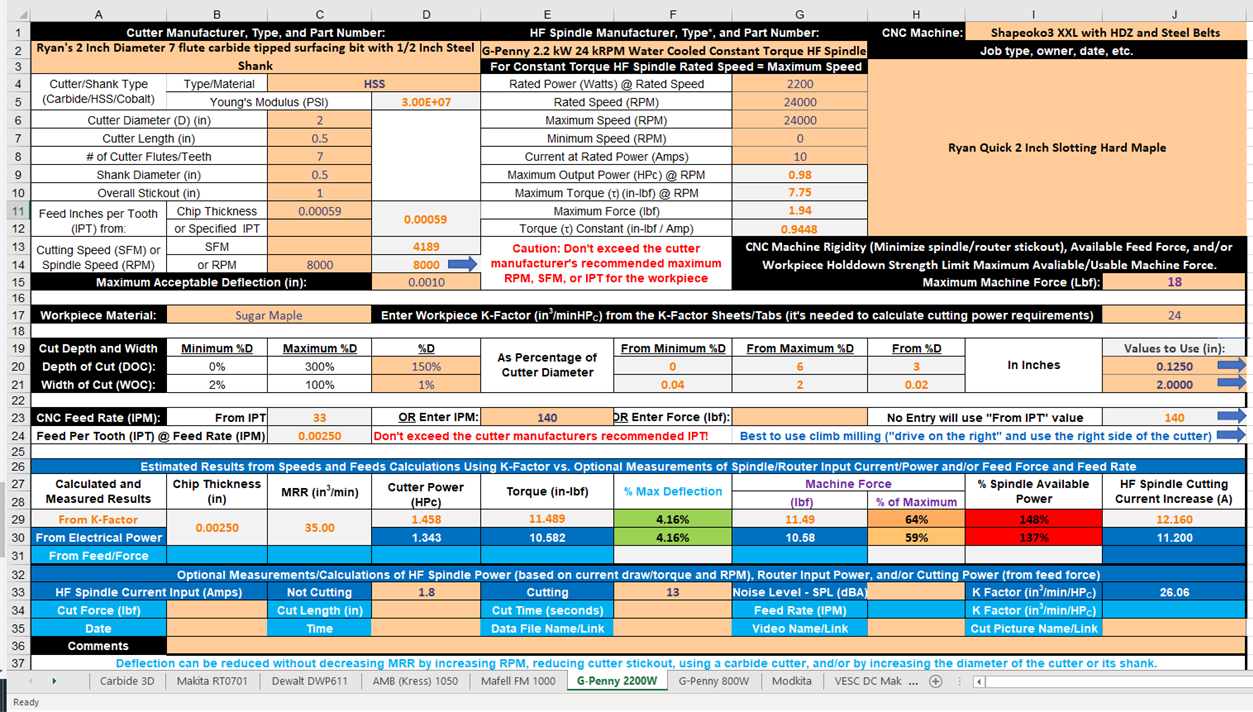
The cutting forces were tolerable until the spindle stopped cutting and the stepper motor(s) likely started to slip.
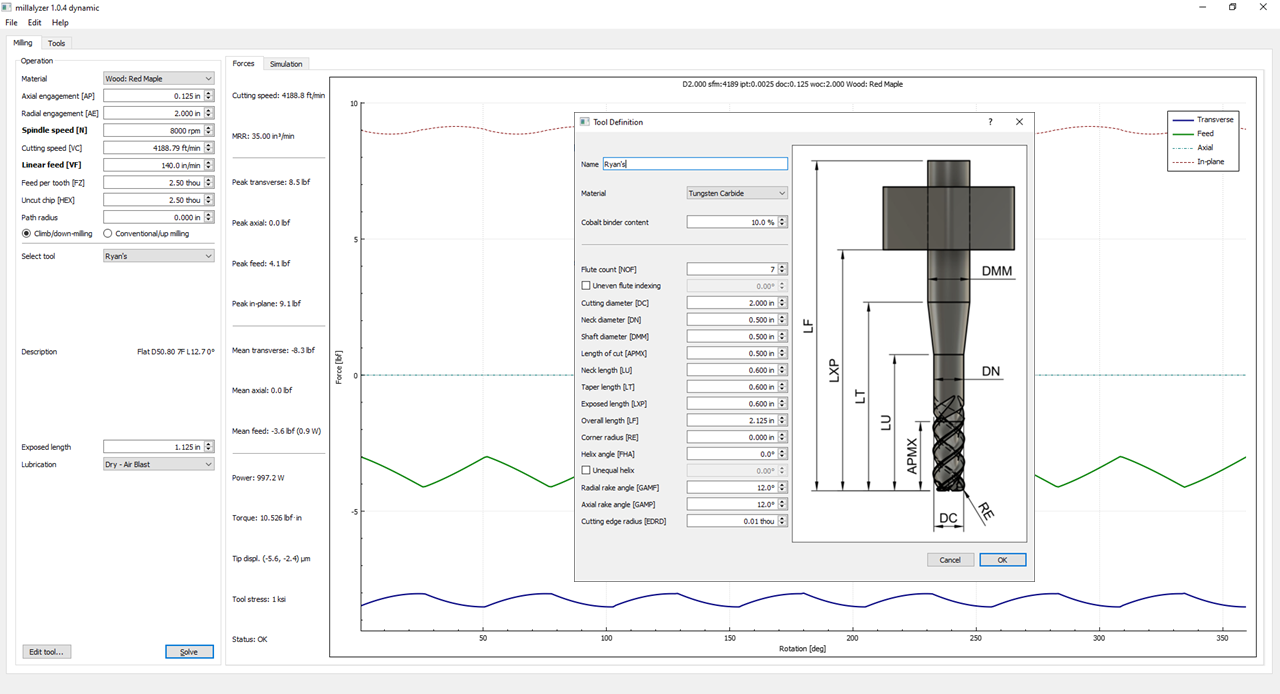
18000 RPM should work OK though (if the cutter can handle it)
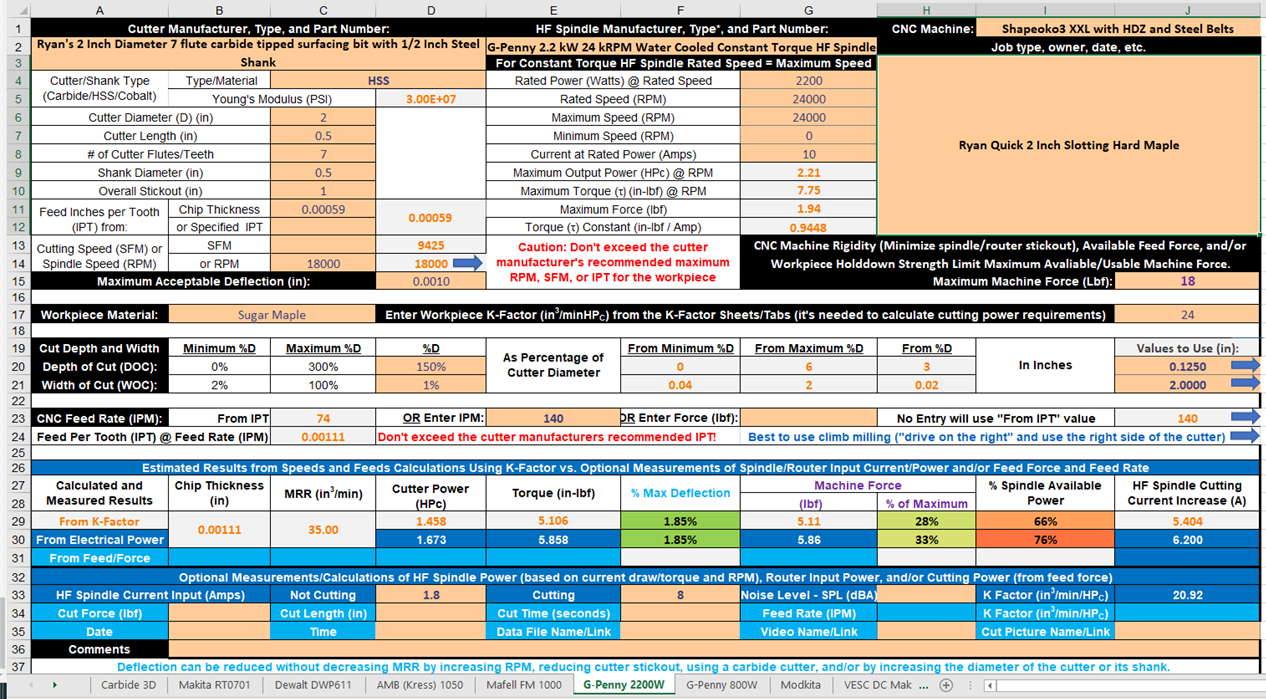
It looks like you’ve made a good argument for 2200 Watt (constant power) spindles.
after a 12 hour day at work I don’t have the brain power to process all that information. Like I said it was a mistake made by myself using a process that i have evolved away from because of mistakes.
Ive also move away from hardwoods mostly as my regular products are either baltic birch or spruce. normal cutting speeds are 1/4 down cut, 18k rpm, 180 ipm, .125 step over when possible. .25 doc, Im betting I could double that DOC but the surface finish isnt the best at a 1/4" but some quick sanding takes care of it now.
most of my surface finish issue revolve around my inability to get v wheels perfect.
1 Like
If you don’t have 220v outlet this might solve your power problem with the Mafell. https://www.amazon.com/Rockstone-2000-Watt-Transformer-Converter/dp/B00CLYFNU0
The Mafell should draw less than 1500 watts of power so there should be enough to easily handle it. It should draw 10-12 amps at 120 volts so even a 15 amp outlet should work. And it’s cheaper than an electrician. Full disclosure: I haven’t verified this will work but based on the specifications it should.
1 Like
Checked in w/ the company which sells them here in the States and they recommended a similar unit.
I’ll probably get one for myself for my birthday next year.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.