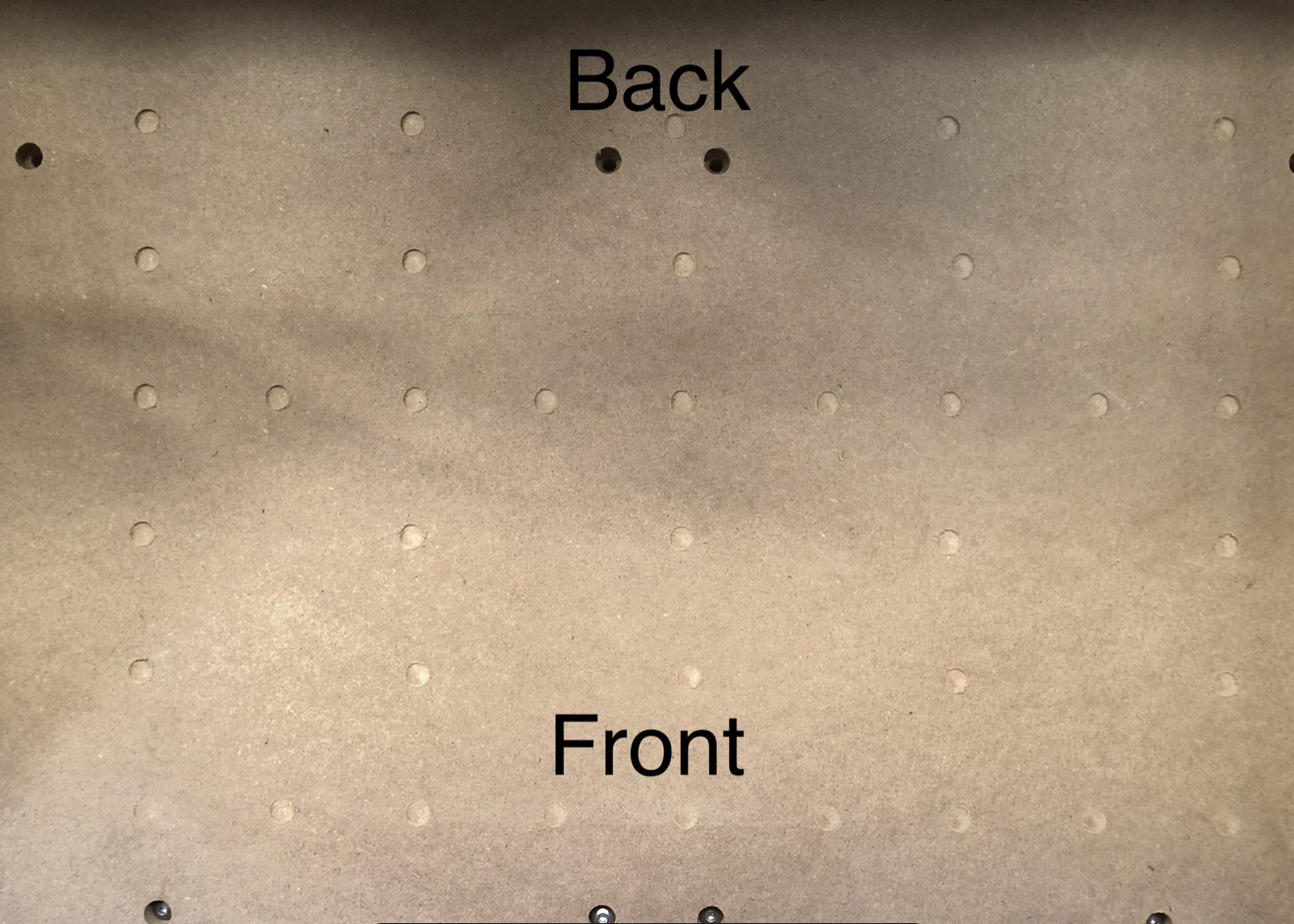
I ran through the tutorial and everything seemed to be fine at first…but as it moved from the back to the front I noticed that the depth of the holes was shallower and shallower, until it hit the first row and was barely cutting the surface of the wasteboard.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove bolts which won’t stay tensioned (M4 Z-axis tension bolt, various V wheels with eccentric nuts), apply a thin bead of threadlock along the length of the threads, then reinstalling. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
William Adams advise is good. Also check that your collet is tight. If the bit is loose the pressure from cutting will push it up further and further in the collet. Measure the extension of the bit and if the problem is still present remeasure the bit extension. If the bit is loose tighten it more and try again. The zero settings will still be present and you can just re-run the job. The X&Y will be present but you will need to rezero the Z setting.
Ran through the steps Will suggested and tightened things up and now it reliably hits the same holes. However, it’s still not hitting the depth on the z-axis cuts and I’ve made sure the end mill is secure in the collet and the router is securely clamped as well.
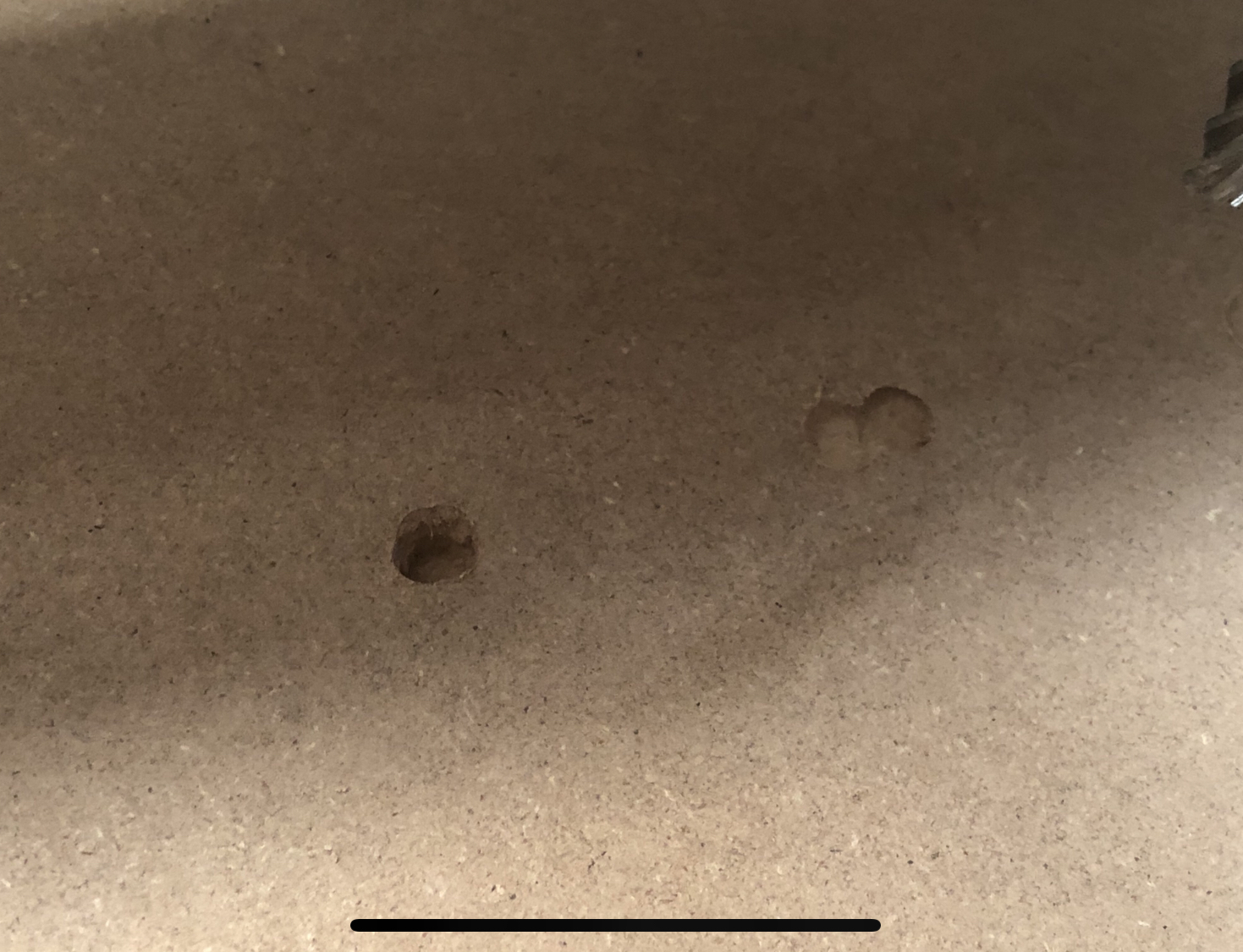
What’s interesting is that it seems to go to the correct depth on the first hole and then subsequent holes you can see it adjust the x/y-axis midair as it moves the z-axis down toward the work surface. Of the 3 cuts it is trying to make, with the exception of the first hole, it only touches the work surface on the third cut.
I reran the job and it seems to hit the depth correctly again on the first hole and then never cuts that deep on the subsequent ones.
Thoughts?
Here you can see it moving x/y before getting to the work surface on holes >1
When I had this same issue, I removed one of the z-axis springs. I believe they are too strong if you are moving to the lower end of the z-axis travel. It then loses z-axis steps. Solved my problem completely.
Thanks Andy. That seemed to help at first but as the job ran it continued to cut shallower and shallower. Stopped the job after 4 holes since I could see it adjusting x/y in the air above the work surface.
You are definitely losing Z steps. Check belt tightness and check your set screws on the motor pulley. One of the set screws had to be on the motor shaft flat. Some people replace the tiny headed set screws with cap screws. The cap screws make it easier to tighten with fear of stripping the tiny set screw heads.
Okay guys, some progress. In addition to checking all the belts tension, v wheels, removing one spring, etc., I changed the default feed speed and depth per cut and it seems to be cutting more accurately, though much, much slower. Thoughts?
 >
>