I am sure this is addressed elsewhere, but cannot find what I am doing wrong…
Learning to inlay, believe I have a grasp of the basics / depth offsets. However, no matter what I try the plug (male) never fits the pocket (female). Learning with a simple .5’’ diameter circle. The strange thing is the the plug is always smaller than the pocket, not too large to fit inside. I have tried so many different variations of tool paths, I will describe the simplest and hope someone can see what I am doing wrong.
Pocket
vector: .5 circle.
Path: Advanced Vcarve, Start depth 0’’. max depth .2’’ Note: center clearing done on separate path, area pocket NOT enabled. Waiting on bitsetter…
Plug
vectors: .5 circle and bounding square.
Path: Advanced Vcarve, Start depth .17, max depth .25 Note: Again, surface clearing out to bounding vector done on seperate path to .25’’.
The above results in a pocket of .75’’ diameter (surface) and a plug of .645’’ diameter at base/surface.
I have also tried running a contour inside path for the pocket. This results in a pocket diameter of .51’’.
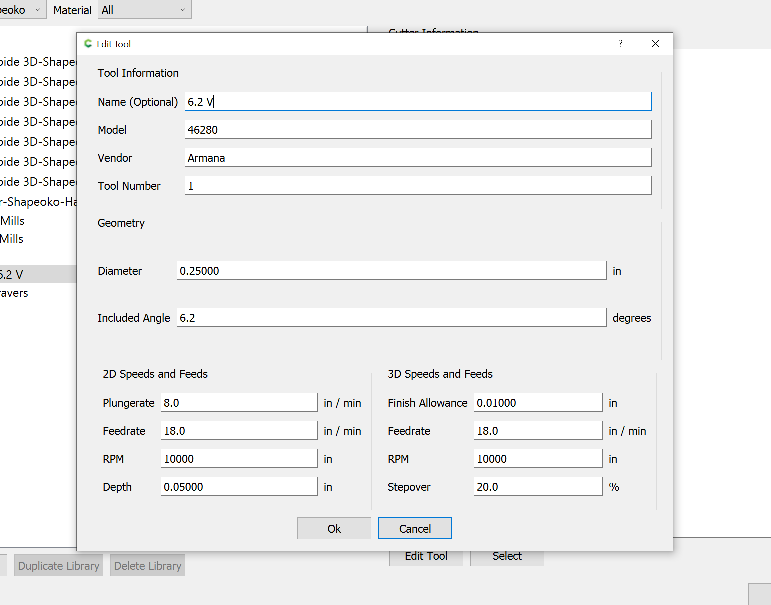
I realize the above numbers make no sense given that the circle is .5’’ diameter. It is as though CC does not understand the geometry of the cutter. Here is a screen shot of the manual tool load info.
EDIT: If anyone else is having issues like this, make sure CC can use the geometry of your cutter. I spent 10+ hours trying to figure this out, looks like CC cannot produce correct tool paths for a cutter this steep. Vcarve Desktop worked great.
Either Carbide Create doesn’t understand the bit geometry or you have your starting and ending depths wrong for that bit. If your pocket hole diameter is not the diameter you designed it to be, then there is something wrong with the way the pocket is cutting with that bit.
My question is why are you using a 6 degree v-bit? You only get a tiny margin of error with that steep of a bit.
Can you try doing some tests with a 60 degree or 90 degree bit and see if those tests work? My guess is that the geometry is so far off because your depth of cut needs to be factored into angle of the v-bit.
Using the the 6.2 allows fine details / inside corners that cannot be achieved by larger cutters. It also allows far more depth of inlay at inside corners/terminations. (do not have experience, just what I’ve learned from youtube).
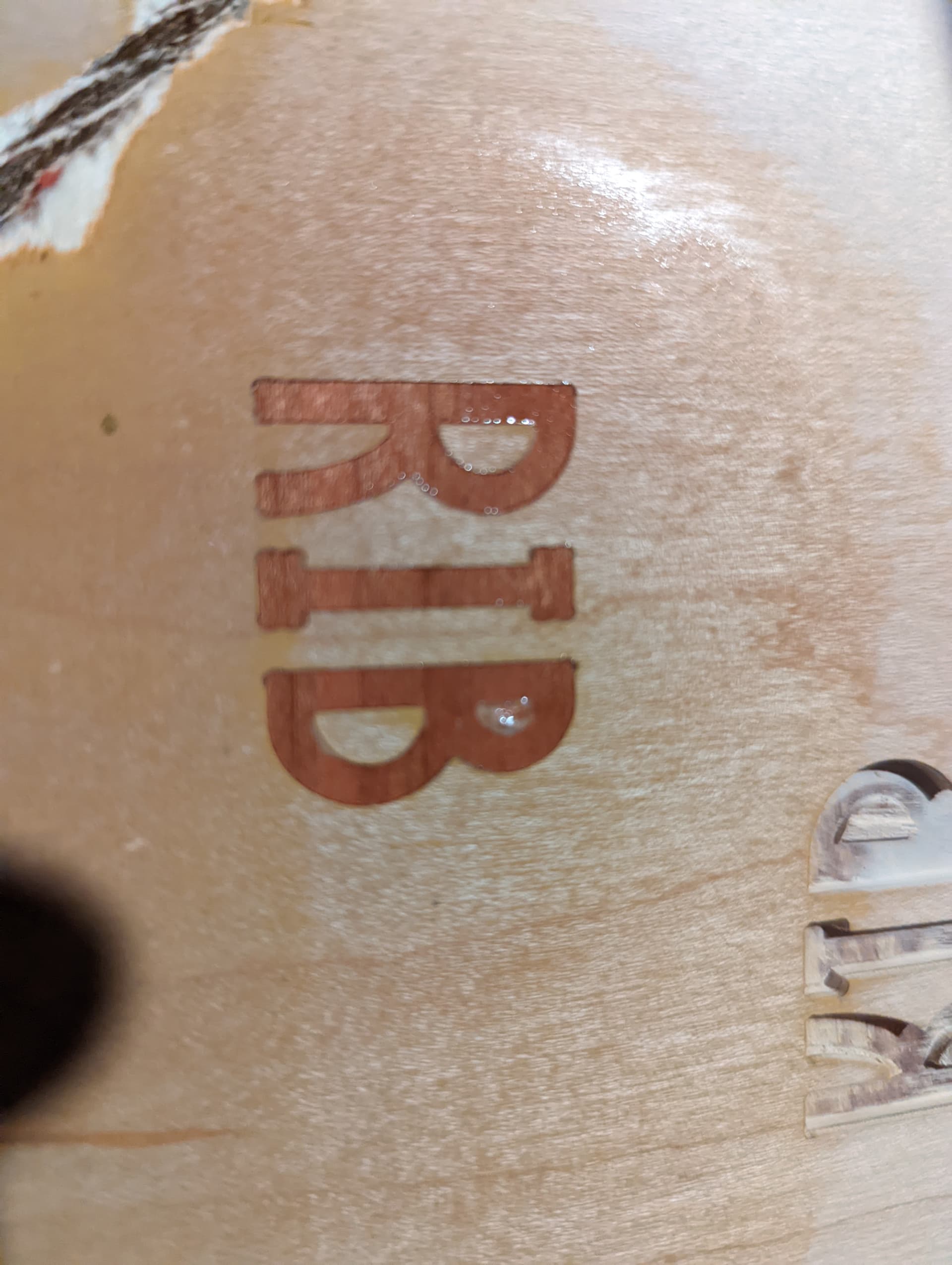
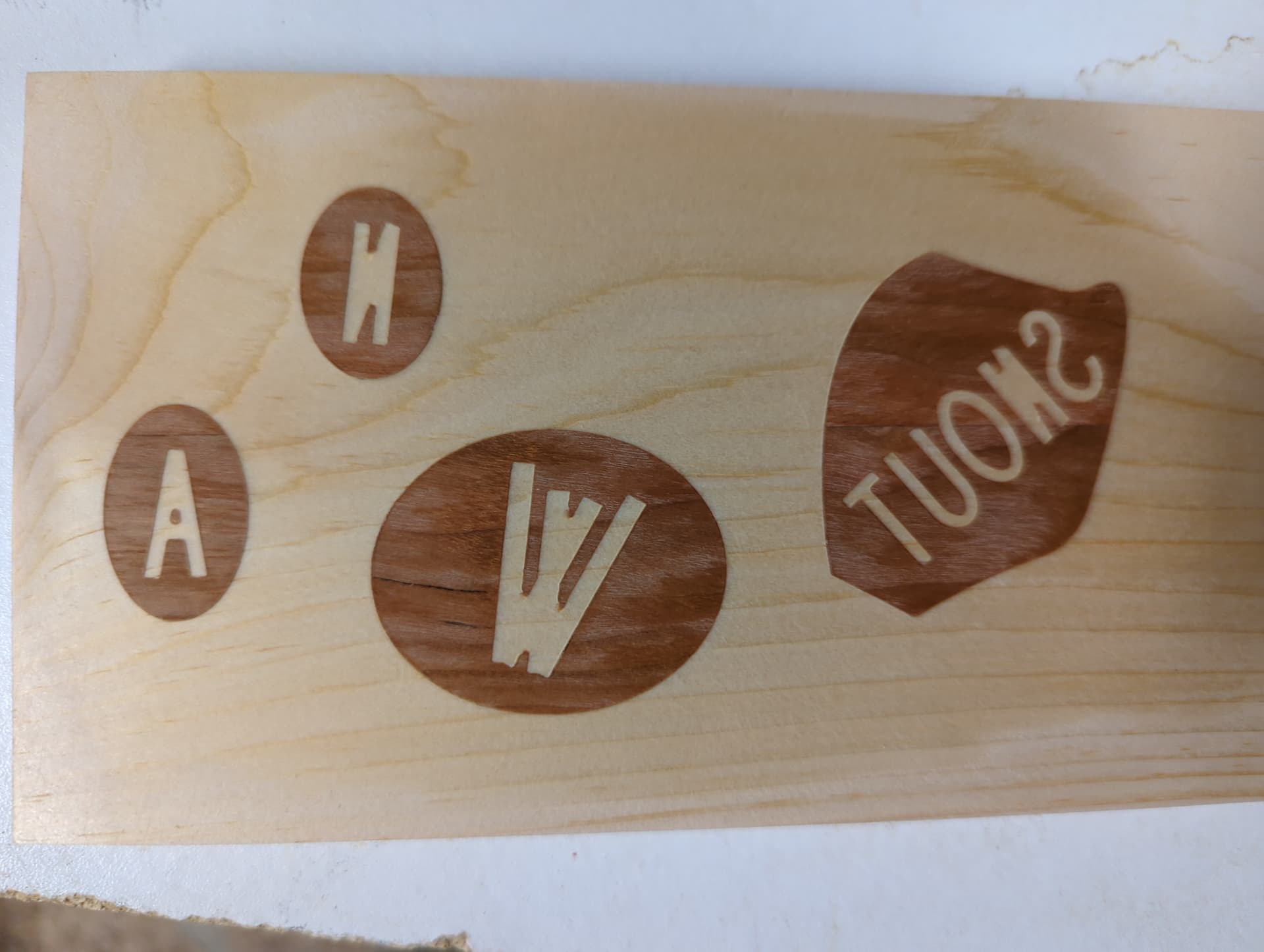
I certainly could do a 60 or 90, however since posting the request for help I came to the conclusion (as you did) that the issue had to be CC not knowing the geometry of the cutter. I dropped the $$ for VCarve Desktop, imported the Amana tool library, and immediately achieved this.
Any luck using the 6.2 degree 46280 cutter? Not using a bit setter but bit collar stops currently set to equal lengths for the 1/8 and the 6.2 vee. Ran several tests so far and the vee bit is going deeper than the 1/8 bit.
Given the increased depth with the 6.2 I assume the pocket diameters are coming out larger than your vectors? If so, you are running into the same issue I was having (using CC). I could not get CC to understand the tool geometry. Eventually out of desperation I tried Vcarve Desktop ($350) and achieved this on my first attempt.
Please ignore the mirror, I neglected to flip the vectors and had already cut the plug when I realized.
Are you loading the 6.2 as a Vbit? You could try loading it as a ball end or flat end, the problem is you cannot assign an angle. Not sure what this will do while v-carving… Undoubtedly it will result in pockets that are not the same size as your vectors, but if the plugs are cut with the same tool/path type it may still work. There may be a way to load the tool correctly in CC, an admin weighed in on another thread and it did not sound like it would work for Vcarve operations no matter what you do.
Sorry to be the bearer of bad news, but I think you will have to drop some money for a paid program to get results with a steep bit such as this.
CC does not support tapered ballnose tools (or vbits with a rounded tip, whichever you prefer to call them).
Using a tapered ballnose for vcarving is…making thing slightly more complicated than they should be (there are very acute angle vbits out there), but I think you can still pull it off.
The only tool type that has an angle in CC is a vbit, so if using CC you would have to declare a vbit with a 12.4° (I understand from Amana page that 6.2° is half the included angle), and THEN also take into account the rounded tip in the zeroing process: if you create a toolpath with a “12.4° vbit” but then zero by touching off the tip of that tapered ballnose, your cuts will be too deep/wide because the modeled tool is a vbit with a perfectly pointy tip, so the CAM generation thinks it will leave a very narrow line at it tips, when in fact with a tapered ballnose it will leave a rounded groove. This is exactly what I see in @Johnjrk’s picture above.
The trick would be to raise Z zero by the tip radius (1/64", as per Amana page), which should bring the vcarved part at the same height as the square clearance tool part. If that makes sense.
VCarve (which I like and own, by the way) does support tapered endmills natively, and must be applying that Z zero correction automatically for you. I’m just saying it should be doable in CC too if you circumvent the fact that it does not yet support tapered endmills with a (significantly) rounded tip, by raising Z zero by an adequate amount.
This may be part of my problem. I’ve run a bunch of experiments based on forum feedback. The latest has all the inlays bottoming out and a (mostly) consistent gap. I’ll rerun and correct +z for my .25mm tapered ball nose. I figured it was so small it was effectively a v bit. Maybe not.
Thanks for the reply!! I no worries, I always appreciate input, only way to learn. I switched to my 15 degree eve bit last night to run another test. Will go home shorty then see how it came out. Look like it set much better than the 6.2 ball nose. Lets hope!