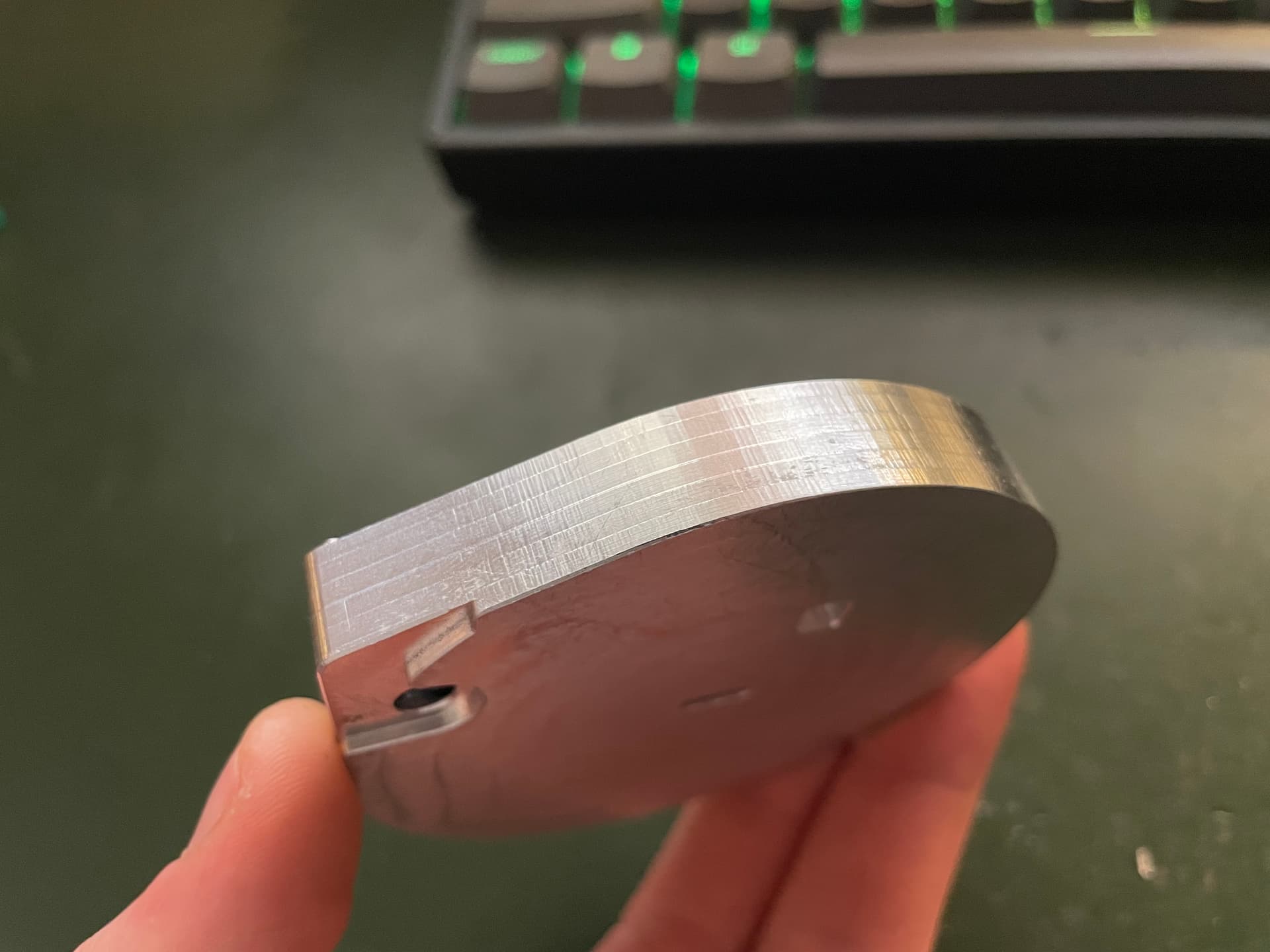
This is what I could manage for a wall finish with my nomad, wondering if others have tips for improving surface finish. I used a Datron 6mm single flute with a shortened shank for minimum stickout at 800mm/min and 24000 rpm, with 2mm stepdowns, removing 0.15mm of leftover radial stock in 6082-T6 aluminum. Work holding was pretty rigid: 3mm of solid material clamped in soft jaws, on a SMW mod vise.
I know too little chip load causes chatter, but so far my nomad really doesn’t seem to like deep cuts even with very small stepovers (0.1mm thereabouts). Is it better to go slower, or is high RPM the way to go? Curious to hear your thoughts and experiences on the matter.
A quick, easy way to do this would be to program it with a 1/4" tool, but cut it with your 6mm.
That will leave about 0.007" (0.175mm). Then program the finish cut with the 6mm tool.
I’ve seen leaving a little bit for a final finishing path in a couple of posts and would like to give that a whirl, but don’t know how to do that in CC free. I know how to get the basic roughing done to leave a little bit, just don’t know how to get the machine to do a full-depth finishing pass.
So, if I get what you are saying, I’d define two different tools, even if they were the same tool, one with a normal depth of cut for the roughing pass (lying about its diameter to force a little bit of stock to be left) and one with the appropriate depth of cut to do a full finishing pass, giving the correct diameter of the tool. Is that correct?