@HeuristicBishop has been leading the charge as it were with documenting all things Nomad + gSender in terms of the 3D Probe, but I figured this thread could contain all things generic macro / setup / configuration related to gSender on the Nomad.
Ive made some modifications to @natewalck 's initial configuration, mainly adjusting the safe height, and the toolchange macros.
Safe Height Setting
I adjusted my safe height to 5mm, because 30mm seemed way too low.
GRBL Settings/Soft Limits
I also adjusted my GRBL settings, in an effort to prevent the machine from crashing into its own frame from their original values to the following:
– edit –
its been a long time since i messed with the actual grbl settings, so i forgot/didnt realize that those max travel limits are really only for when you use soft limits. I enabled soft limits, because it adds a bit of safety from me being a dumbass and sending the machine into itself. and i can see in the console that ive exceeded the limits as the console replies to that message with an error for travel limits exceeded.
– update –
had to turn soft limits off to get tool probing working…this broke with soft limits enabled, ill have to do some more testing because i would like to keep them.
X Max Travel: 245mm (this lets the bearing of the carriage stay approx 5mm from the metal structure)
Y Max Travel: 225mm (i will update this as i set it, this is the stock XY value)
Z Max Travel: 90mm (this will still let probing work perfectly, but should prevent my tools from ever crashing into my nice new SMW fixture tooling plate hopefully)
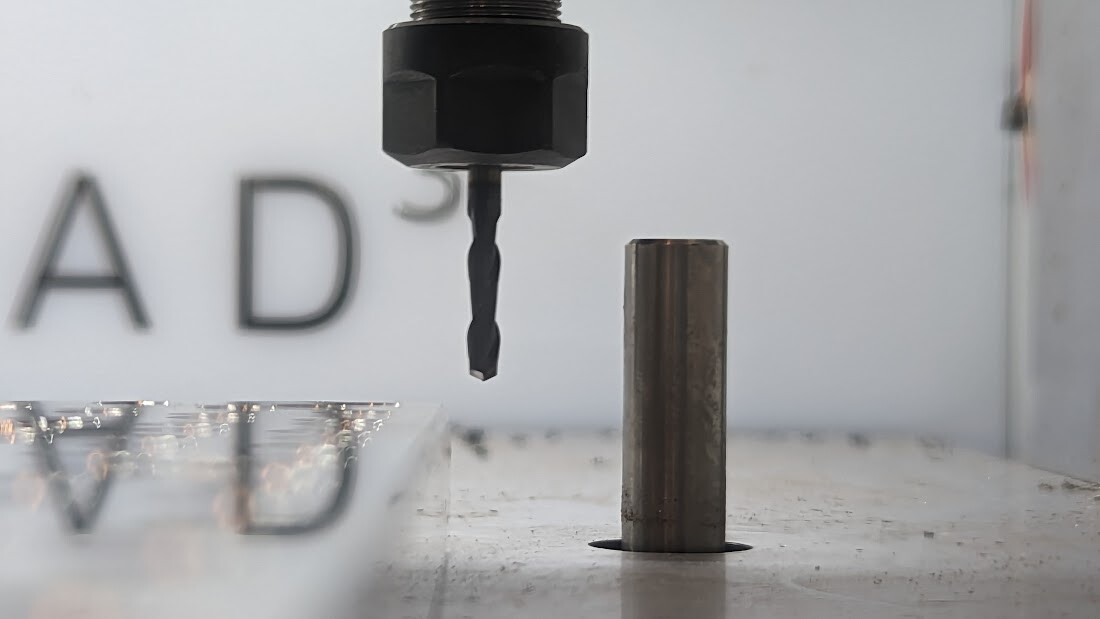
shown below, is where an 1/8" tool travels to at 90mm off Z machine zero. realistically i should never need this much travel, because I will either have vices or the threaded table with some other workholding on the fixture plate.
BitSetter ToolChange Macro & Post ToolChange Code
I also adjusted the BitsetterToolChange macro, and Tool Change “after change code” (thats what its called in gSender)
i changed the last line, just before restoring the modal state, to return the machine to the parked location, where the tool change occurs, at a safe Z height. I changed this because I was messing around with these macros without setting a work zero, and so if that wasnt the case the machine would try and return to somewhere that would cause the Z endstops to trip, and if i remember correctly, thats what Carbide Motion does when it finishes a toolchange anyways, which is the type of experience im after, just with more features/flexibility.