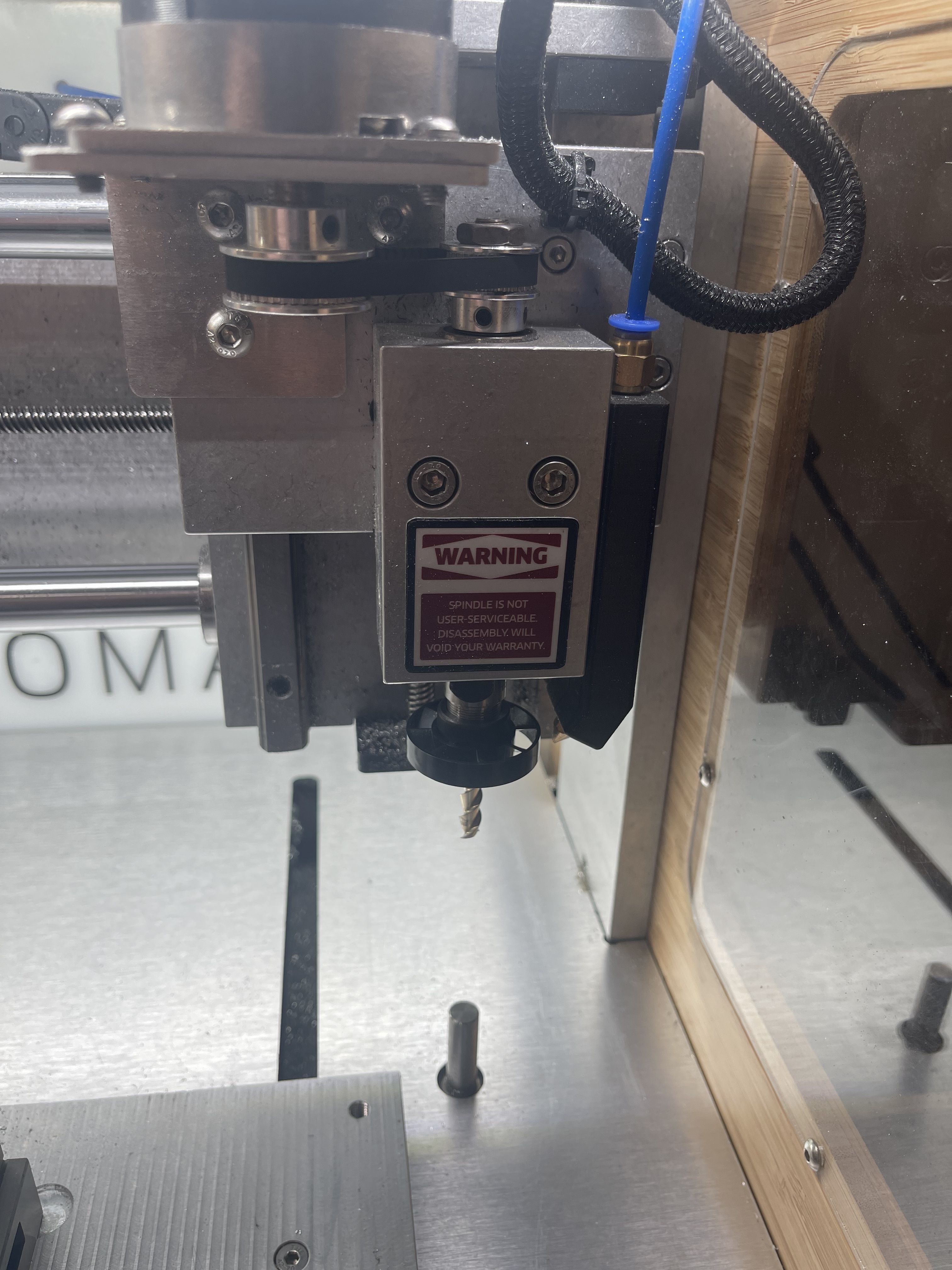
So my bearings got crunchy on my nomad 3 spindle so I decided to void my warranty and rebuild it.
My intent was to order ABEC 7 ACB’s - db alignment, but sourcing them proved difficult.
I found one company out of California that quoted me $250 for a ceramic hybrid pair - but they threw on a minimum of 2 pairs…. So instead of getting on here and ranting about this companies awesome US-made bearings, I’m here telling you that if you are willing to deal with +- 3 thou runout, cheap 608 2RS skateboard bearings from China seem be be holding up surprisingly well*****
***** I geared the spindle down to run in the 6-10k range and it’s a 130w max setup so I’m not
Loading the spindle that hard. I suspect running those. 608’s at 24k rpm would cook them fast.
I also set the preload by feel to “light preload” and ran them in at progressively higher rpm and duty cycle over about 45 minutes.
Does anyone have a source for abec 5 or 7 ACB’s that isn’t Amazon or eBay? The nomad doesn’t have any shielding, shrouding, etc… on the spindle so I’m hesitant to try open bearings… I think at least it needs zz, but 2rs is what came out of the spindle. So looking for a 708 zz db or 2RS db…
Based on what I’m seeing from the cheap 608’s I’m thinking I could go with even lower grade, unmatched bearings and get good results - because at this point I’m willing to rebuild with 608’s again if these get crunchy.
Joseph, do you need a db pair? I don’t know about the current spindle, but on my 883 Classic there was just a radial bearing at each end of the spindle cartridge, spring loaded against each other through a Belleville washer (or maybe Belleville stack, it’s been a few years…) with the axial force provided by the drive pulley pushing against the upper spring. No paired bearings at the bottom end…
When i reubuilt my spindle years ago I just used generic 608 bearings, but at work I’ve been buying bearings from Boca Bearings in Florida, who do have a reasonably priced ABEC #7 608
I suspect your intuition is correct and I don’t think this spindle NEEDs a db pair. Not being an engineer or even a professional machinist or spindle builder, there are obvious blank spots in my understanding of why certain design decisions are made.
That said, and having stayed in a holiday inn last night with access to ChatGPT - I suspect the db pair was chosen because the nomad 3 is marketed to cut aluminum and brass at 24k rpm. They don’t want users taking pliers to their bearings, mangling the bores then asking for warranty work, when they get cooked from the preload impacting one bearing more than the other (in the case of non-matched pairs), so they went with matched db pairs of high quality ACB’s.
Just reducing the rpm to 10k, I hope, cuts the thermal stress put on the bearings - masking disproportionate preload - which is why (again I hope) we are getting away with ditching ACB’s completely for 608’s. Didn’t the 883 max out at 10k rpm? Idk - maybe I’m talking out my rear end here…
Either way I sincerely appreciate the link to those Boca 608’s. They will be on my short list if I ever want a little less runout and/or when my cheap 608’s give it up. I kinda doubt I’ll go back to ACB’s and I love the way this machine runs with 2.4x more torque in the lower rpm ranges. It is whisper quiet now compared to running it at 16-24k rpm lol.
Final thought: preload on the nomad 3 spindle is translated through the collet seat via a washer stack straight into lower bearing. On the top side, the pulley translates preload from the nut that holds the pulley on the spindle, via a washer stack, into the upper bearing. There are no springs and preload is set from the factory (presumably) via a torque wrench. When rebuilding the spindle - I opted to do it by feel, despite having the proper torque wrench. I didn’t trust the gpt math for torque to preload conversions and carbide 3d outright refused to discuss anything spindle-related with me (stating that they aren’t user serviceable).
OK, thank you for all the up-to-date information, Joseph. So Carbide3D did put a fixing nut on the spindle shaft–I would have expected no less given their impeccable attention to detail and make-it-better. Back in the day there was a weakness in the design and I solved it on my machine in a little different way.
Thanks for the link to your thread. It is interesting to see from your photos that they used to use timing pulleys. I don’t have a picture but originally, my spindle was driven via something more like double V-groove belts (looks like thick o-rings really). I went to timing pulleys because they are easy to source. I wonder why carbide got away from timing pulleys? Seems like the o-ring setup puts more radial load on the upper bearing (which after disassembly, was the crunchy bearing) - but again, there is more I don’t know than I do know.
Prime example - the washer stack on my spindle might have been Belleville springs - and I failed to notice they weren’t completely flat… idk… they looked more like thin shims to me…
Now what would really be badass would be to design a spindle that could have a secondary drive geared down to 200-1k rpm for precision reaming and such.
I’d guess the o-ring approach is quieter, easier to manufacture, and most importantly results in less catastrophic failure modes (usually the o-ring just burns up and snaps, an easy and ~quick repair even for the less technically inclined end user )
Though I have tried those thicker green “grippy” pulleys you tend to see on drill presses. Anecdotally it felt like a material increase in torque at lower speeds but I didn’t have a way to accurately test it. Unfortunately this would probably require a pulley change to support long term since the current grooves were just a bit too narrow.