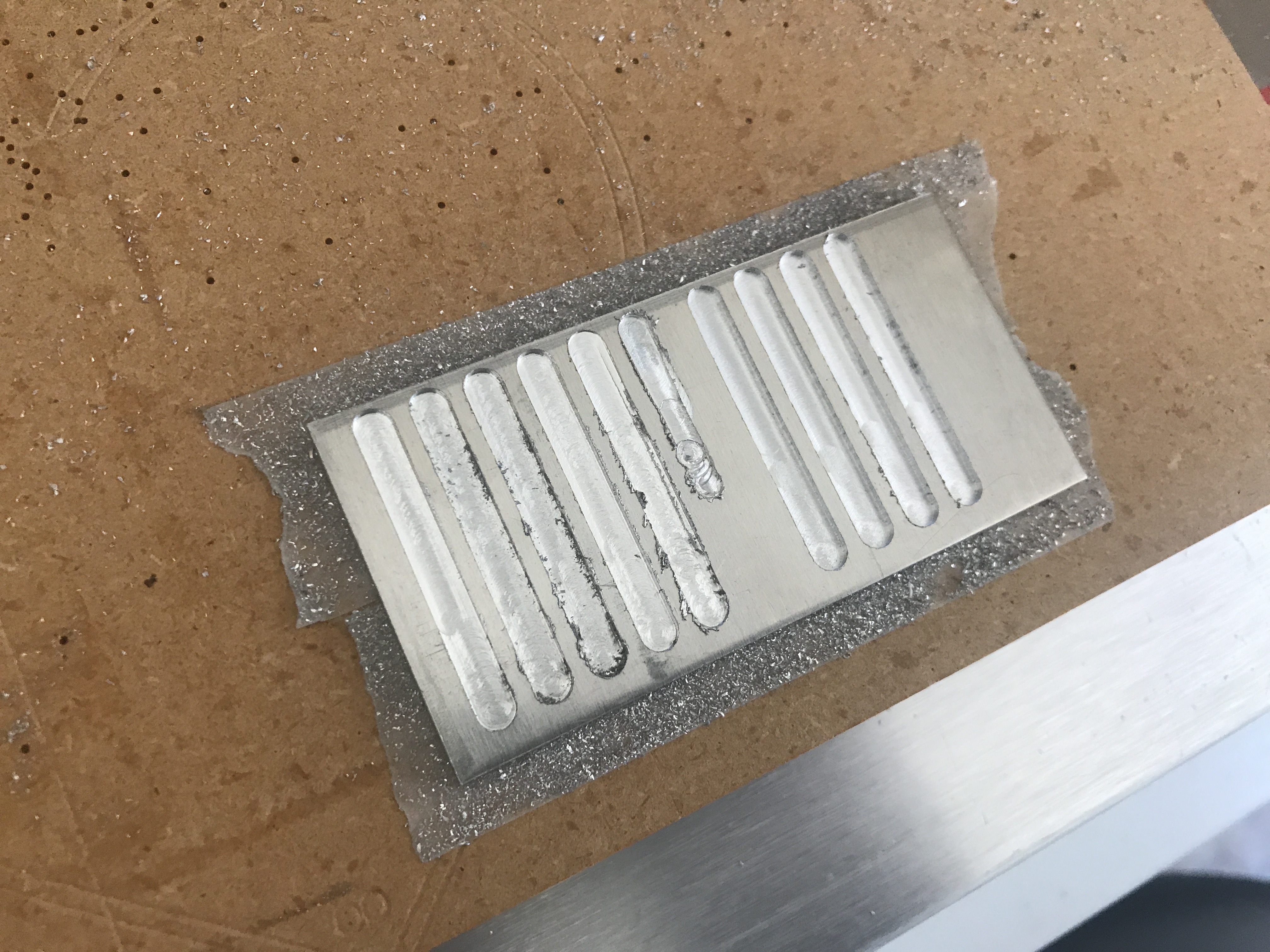
Both of the coated ones produced good results, but I was pleasantly surprised by the second one because it’s pretty cheap. I saw some discoloration in the engaged part though afterwards, not sure if the coating wore off or if that is aluminum sticking to it (see last photo).
The Inventables one did not work well at all.
In the picture the first four slots are the same program as the separate set of four slots in the middle of the piece, just with a different cutter. In the first test I tried some lubricant in the second slot, that’s why that looks a bit messier. It seemed to work better without lubricant.
I varied the feeds a little bit and the finish was comparable, so the difference was mostly about noise. What didn’t seem to work so well was taking deeper cuts than the 0.25mm that’s recommended on the website. In the end I’ll probably stick with the recommendation from the web site all around: 9200rpm, 200mm/min feed, 25mm/min plunge, 0.25mm depth of cut. When I tried this last time, it was very noisy with lots of chatter. Since then I got the coated cutters, and they seem to make a difference.
I’m not the one to say, but I have been reading and watching @RichCournoyer 's videos and threads on aluminum cutting. He recommends a coated mill (without Al in the coating) and you’ve probably seen his WD-40 drip lubricator as well. He will probably weigh in, but he seems to be our resident Al milling expert with these machines.
I’ve read that too, which just reinforces the fact that (1) anyone can post to the internet, (2) not everything you read is true and (3) I’ve learned that what works for a larger commercial mill (Haas, Fadal, etc) does not always work for a desktop router. Meaning there are some rules that don’t apply OR are different here.
Coatings (I’ve tried them ALL): ZrN is the BEST (Which is why I asked C3D to carry them in the store). You can cut DRY with these about 90% of the time. Where I’ve found that you will need a little WD40 in DEEP NARROW grooves (e.g. 1/4" wide slot greater than 3/4" deep).
No, and it’s because this is a fairly new coating. The problem with McMaster, is that they update their new products usually only once a year because of their catalog.
I have never been disappointed with his tools (usually high-end micro grain Japanese) but I think he buys overstock so his inventory is hit or miss, and at present he has a very limited stock of ZrN coated tools. I have been buying my ZrN coated tools from Carbide3D, but look for the other sizes of end mills on eBay…
Very true.
I cut aluminum all day long, every day, and you can bet I use lube. I’ve tried and tried to do it dry, like people claim, but I never liked the results.
I use off road diesel BTW. Works fine for me.
That is why when you want reliable advice on the internet you need to look beyond these little forum sites. The advice you get from a forum site might help you “dial” in a particular hobby machine.
I caution everyone not to regurgitate what you are told from said sites as gospel.
Chip evacuation and cooling are the first key to good results milling aluminum.
I can second the Drillman1 recommendation. I have purchased several end mills for my Nomad 883 and Othermill Pro from his ebay store. Plus he ships from the Austin, TX area and I’m in San Antonio so I my orders arrive in a day or two via USPS.
Rich,
I was using the ZrN coated mills from Lakeshore too. I’ve been pretty happy with them but they are a bit expensive.
Now I used the MoS2-coated (Molybdenum Disulfide) Destiny Viper endmills I found on the Drillman1 site. These seem to last longer for me on 6061 Alu than the ZrN tools from Lakeshore. Just have to find them on Drillman1’s site when he is running a sale.
I run the vipers a bit faster on the Nomad 883 Pro (9500, 340 mm/min, 0.18 - .20 DOC in 6061, dry, no lube).
I have tried some cuts with the viper end mill using Fusion360 3d Adaptive Clearing at same speed/feed as above but with a 3mm DOC and Optimal Load of 0.15 - 0.18. I was just trying to find the limits of the Nomad but the cut actually worked out pretty well. I’m going to try it with the ZrN tools soon. I expect they will be just as good.
Thanks for the Drillman1 recommendations, I just got some Destiny Viper cutters from there as well. Interesting to hear about the DOC you used with the Fusion 360 adaptive clearing. I’ll have to try that soon, I heard good things about it before here.
I would like to add another coating which I am pretty happy with…diamond like coating (DLC)…at least that’s how the manufacturer calls it…not cheap, but I can do a depth of cut of 3mm