I’m thinking of getting a nomad to build some custom, small aluminum parts. I’ve been reading the forums, looking at the specs, and I watched some of your videos on feeds and speeds. But I’m an electrical engineer and not a mechanical guy, so I wanted to double check the capabilities.
All my parts are just for prototype or to make 5 units for testing things like that. I work in fusion 360.
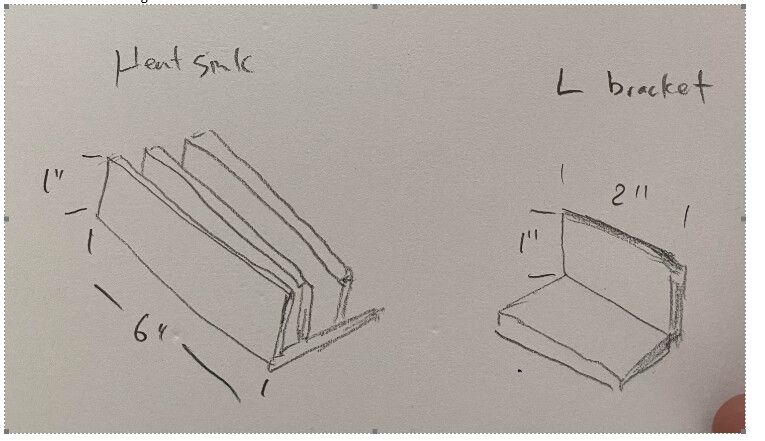
Could I make something like this on the Nomad out of Aluminum?
The Nomad’s working area is 8x8 inches with 3 inches of Z travel, so I don’t see a show-stopper with your designs.
My only concern would be if the gap between the heatsink fins was too small to allow clearance for a bit that can cut down to 1 inch in aluminum without chattering. I’m sure others will weigh in with suggestions.
Yes, those are well-w/in what the Nomad can make — the one potential concern would be the heat sink — depending on the width of the channels in-between the heat sink fins that might require special tooling or techniques.
Most tools that are under 1/4" have a cutting length of 1/2" or less. There are 3rd party tools that are longer. The cutting should not be below the flutes of a bit because the shaft of the bit can be slightly bigger than the cutting parts. Plus on deep cuts and small bits you tend to get chatter.
Most people here on the forum recommend single cutter o flute bits. So see if you can source a bit in the sizes you need that will cut that long. The trick will small bits is to take small depth of cut to prevent chatter. As @WillAdams so often recommends you need to add geometry for slot cutting. In other words if you need a 1/8" slot you can cut with an 1/8" bit but if you can cut it with a slightly smaller bit it will make multiple passes to get a 1/8" slot. A full depth slot the same size of the bit is one of the hardest cuts to make in metal.
As a side note the collet on the Nomad can accommodate various size collets that include metric as well as decimal sizes in SAE. The collet is an ER11 so you look up what collets are available to fit the ER11.
Thanks everyone for the help so far. @gdon_2003 that’s a good point about the cutter size. So if I want to cut 1" deep I need an endmill with a long cut, like maybe this guy?
Then do I need to measure and program that into the tool somehow or can I only use mills they have pre-approved?
That cutter will work. But I would also recommend a single-flute “O-Flute” type of cutter.
It looks like these slots are about 7/8" deep?? So I would want to insert the tool with 1" hanging out, and the rest inside the collet. Will the extra 2" on this tool fit in the collet?? Might consider a 2" overall, 1" flute.
I’m not a F360 user, but I’m rather certain you can create/use your own tools. Either adding them to the library, or creating them on the fly in the operations.
I’d be very careful with using a 1/8" shank, long flute bit in just about anything but wood. 1/8" bits can flex quite a bit more than 1/4" giving very poor results. In addition, the additional flute length weakens the bit more. Making extremely conservative cuts in aluminum would definitely be called for, along with some lubrication (I’ve heard WD-40 works reasonably well). Also, O-flute (1 flute in a special configuration) works best for aluminum as well as plastic. I’m not saying it cannot be done, but using a 2-flute, 1/8" shank, extra long bit is just asking for problems.