I’m trying to understand the wrench.nc tutorial file - have a part trying to make out of the same material (signboard/aluminum composite?). wrench.nc file here if that helps: http://carbide3d.com/files/wrench.nc
Anyone know if the wrench.nc file was make w/ Carbide Create? That may be part of my problem, figured I could use Carbide Create & choose the Aluminum Composite settings - failed immediately so started looking at the gcode. I’m still new to the CNC world, but knew some gcode from 3D printing & tried to read up on the CNC codes. The G1 code is so radically different feel like that must be part of the problem? Using the same tool as the tutorial (#102 Square .125"). Will paste part of the Carbide Create gcode below - comparing to the wrench.nc the feed rate is like 50 times higher if I’m reading it right. Any suggestions/help appreciated.
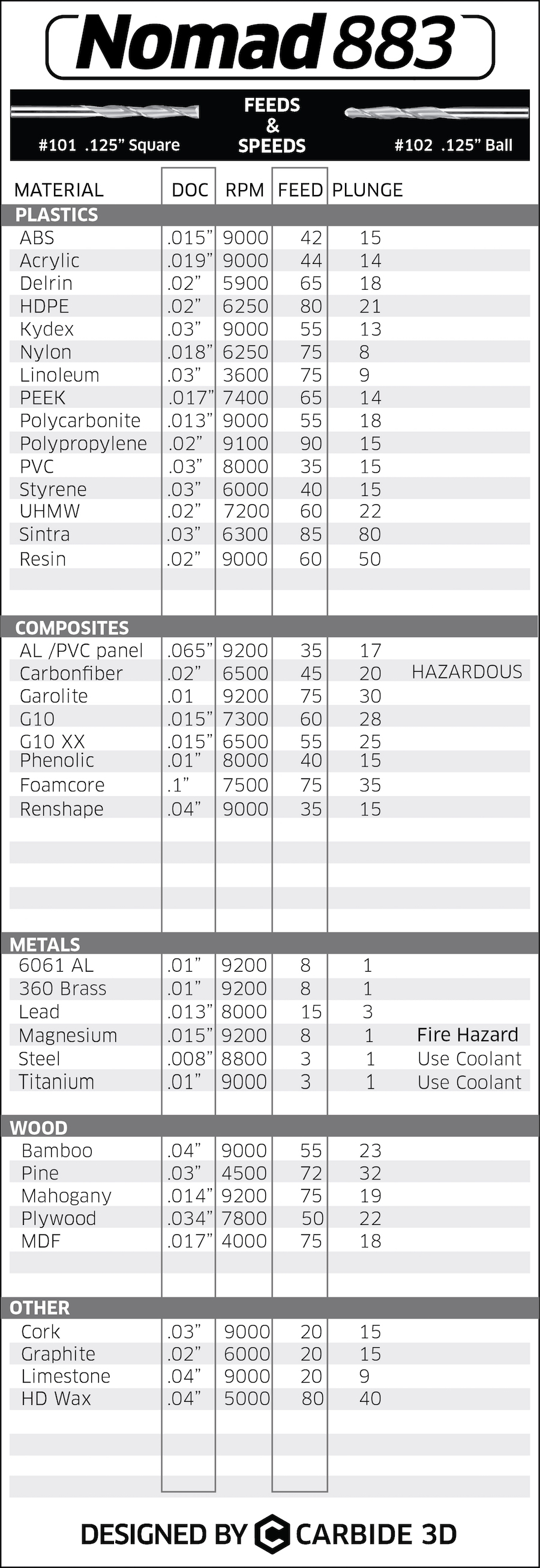
G20 indicates that it’s in Imperial measure, so the F15 feed rate ==
15 * 25.4 == 381mm/min.
with a spindle speed of 8000 RPM
Which version of Carbide Create are you using? Might be worth trying 433 — if you’re using that and it’s not working well, let us know at support@carbide3d.com
{kind=link}