That one works great once the machine locations are updated.
I like that it eliminates the tool change location move.
I think I will tweak that to my own taste (speed up normal probe and slow down second touch off). Since the touch probe is spring loaded a faster initial feedrate should be relatively safe.
The one I posted above repeated within 0.02-0.03mm (by feeler gauge). I haven’t tested yours yet (going to alter) but imagine it would do the same as well.
Just tested the macro and got similar results as @PaulAlfaro. 0.04mm-0.06mm for me. Also ran a test with Carbide Motion to compare and ran into same results. Assume that is because of backlash?.
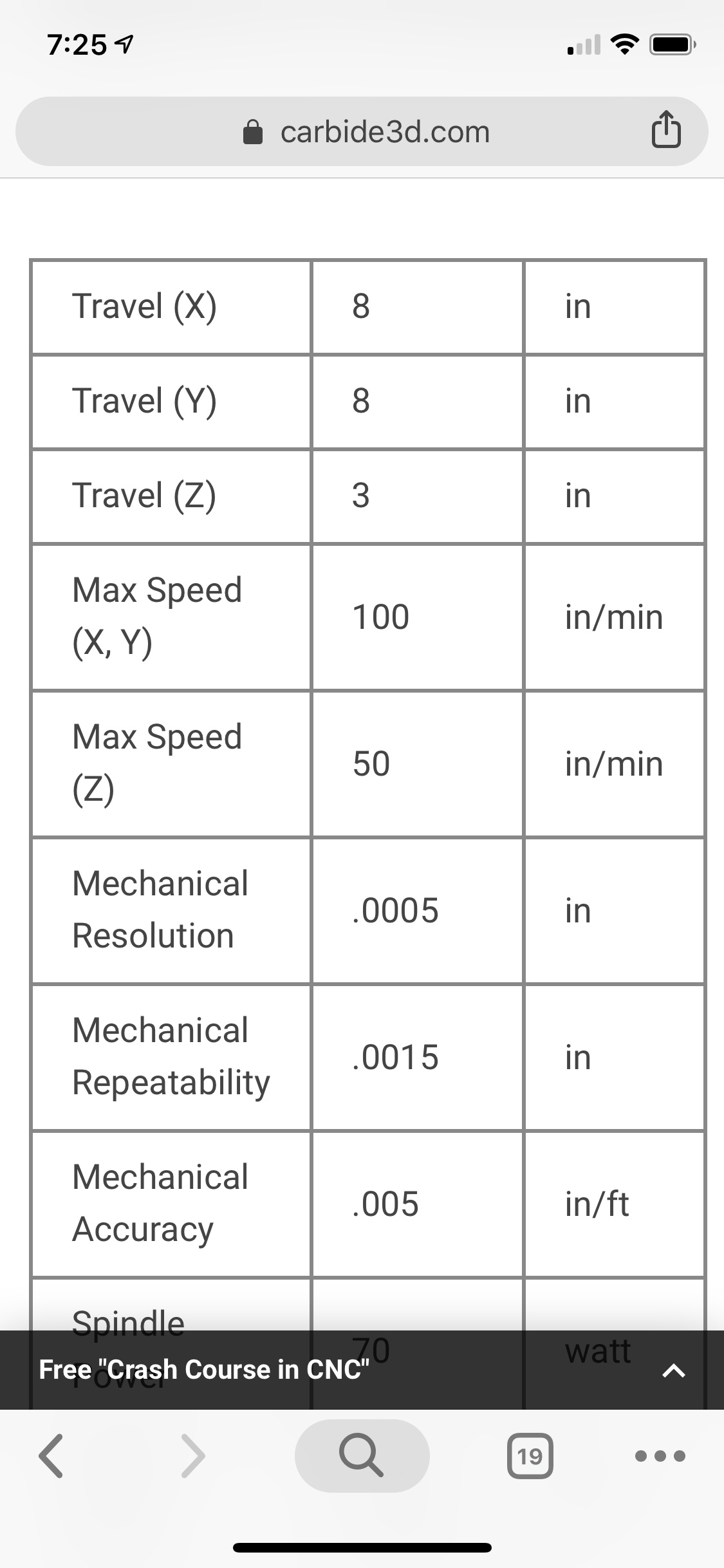
I believe it’s the limit of mechanical accuracy of the Nomad. I want to repeat the test a few times to confirm with a decent resolution test indicator. I based mine off feel with some gauge block/strips.
You’ll have to change the machine locations, but the principle should work on a Nomad. I’m a little baffled at the moment.
I just did about 50 various probing routines, and learned some things, but none of them account for what you (and others) are seeing with these tool change macros.
The idea with the two probes is that the first one sets a reference as it compares to your current work zero. The second (after tool change) just applies that same position to the new tool.
There is an overshoot on probe cycles, but, theoretically, that shouldn’t come into play here.
I guess I’m off to do more testing.
I tested the one you linked to previously.
Unsure if there’s a difference between that and new post. Posting from my phone
I am seeing exactly what you’re stating on my Nomad. Quick reference probe then a second precise probe. Seems to work fine, I was worried there was more going on other than probe with the hardware but I do not see it. This is just adjusting the WCS to my knowledge and not any tool length compensations or otherwise.’
Thanks Paul,
You’re correct. I went away from the G43.1 TLO because it could potentially cause an issue if you needed to restart the job from after the first tool change.
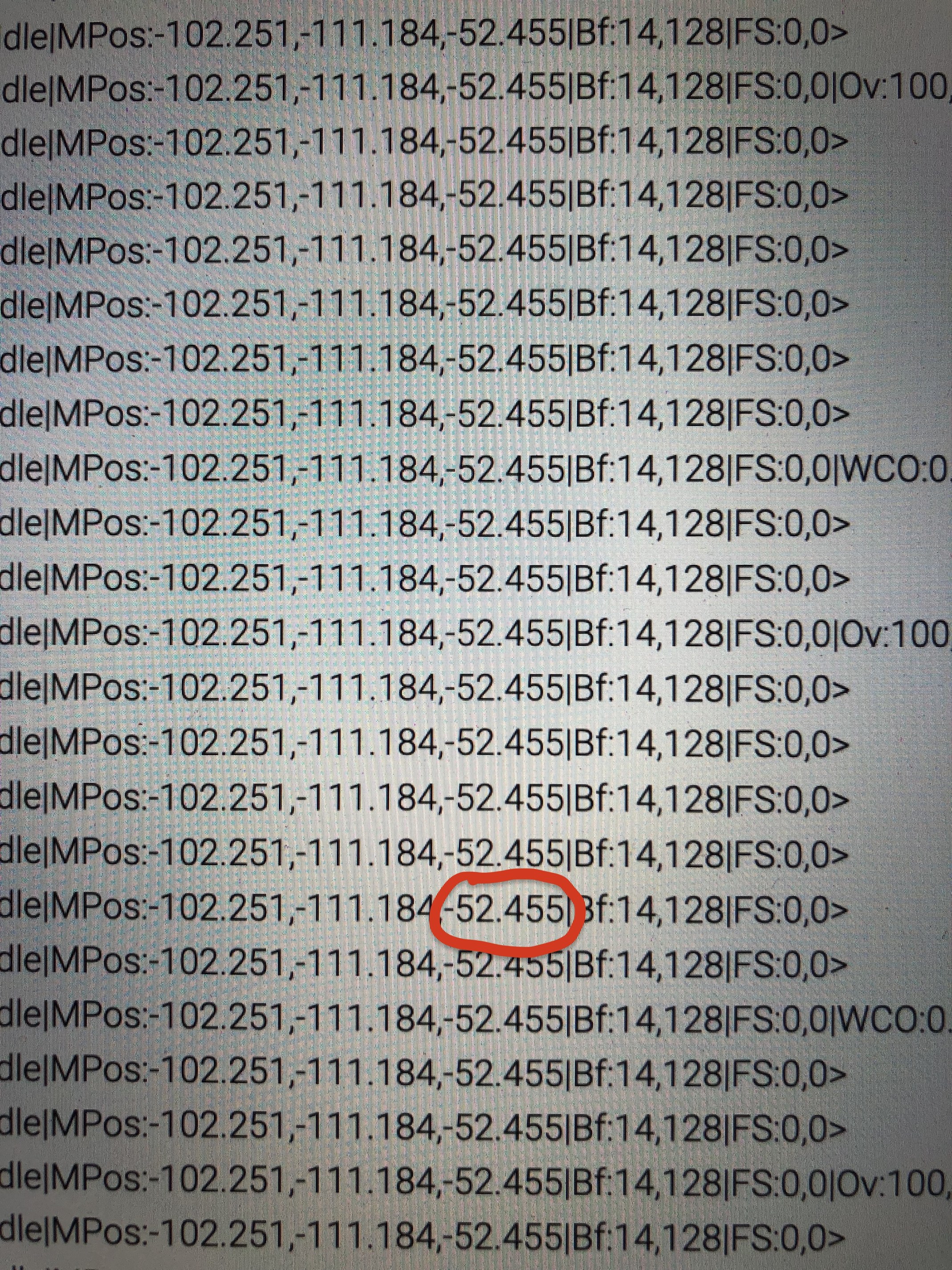
I’m struggling with the reasons for the inaccuracies. In my tests, the probe overshoot is fairly consistent at a given feedrate, so that is not the issue here. It does open a can of worms for probing in general. Even at 20mm/min with the HDZ I was getting .03mm overshoot. That said, we’re getting to the hair splittling level. I was able to use a custom “Precision Probe Macro” to get repeatable results within .006mm (according to machine position, not measured).
I did some quick tests on a setup with what I had on hand. The probe macro was a slightly tweaked version of the one you posted before. Seeing a very repeatable 0.0005-0.001” between tool change. Pretty impressive
Now I’m mixed up. Can you share the macro you used to get those results? I think I got a working, more precise macro, but the one I had posted here was showering an increasing error.
No problem. See attached.
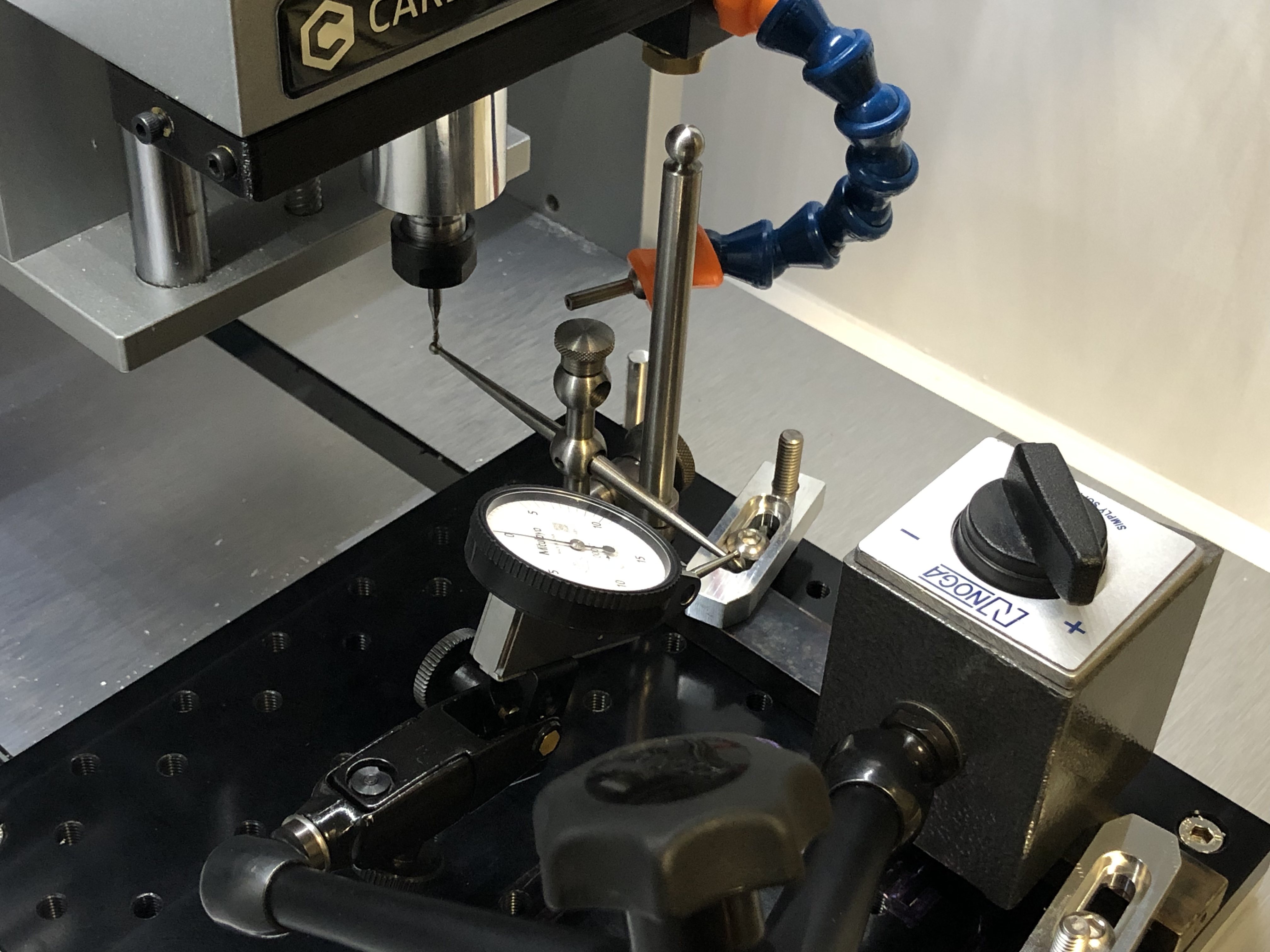
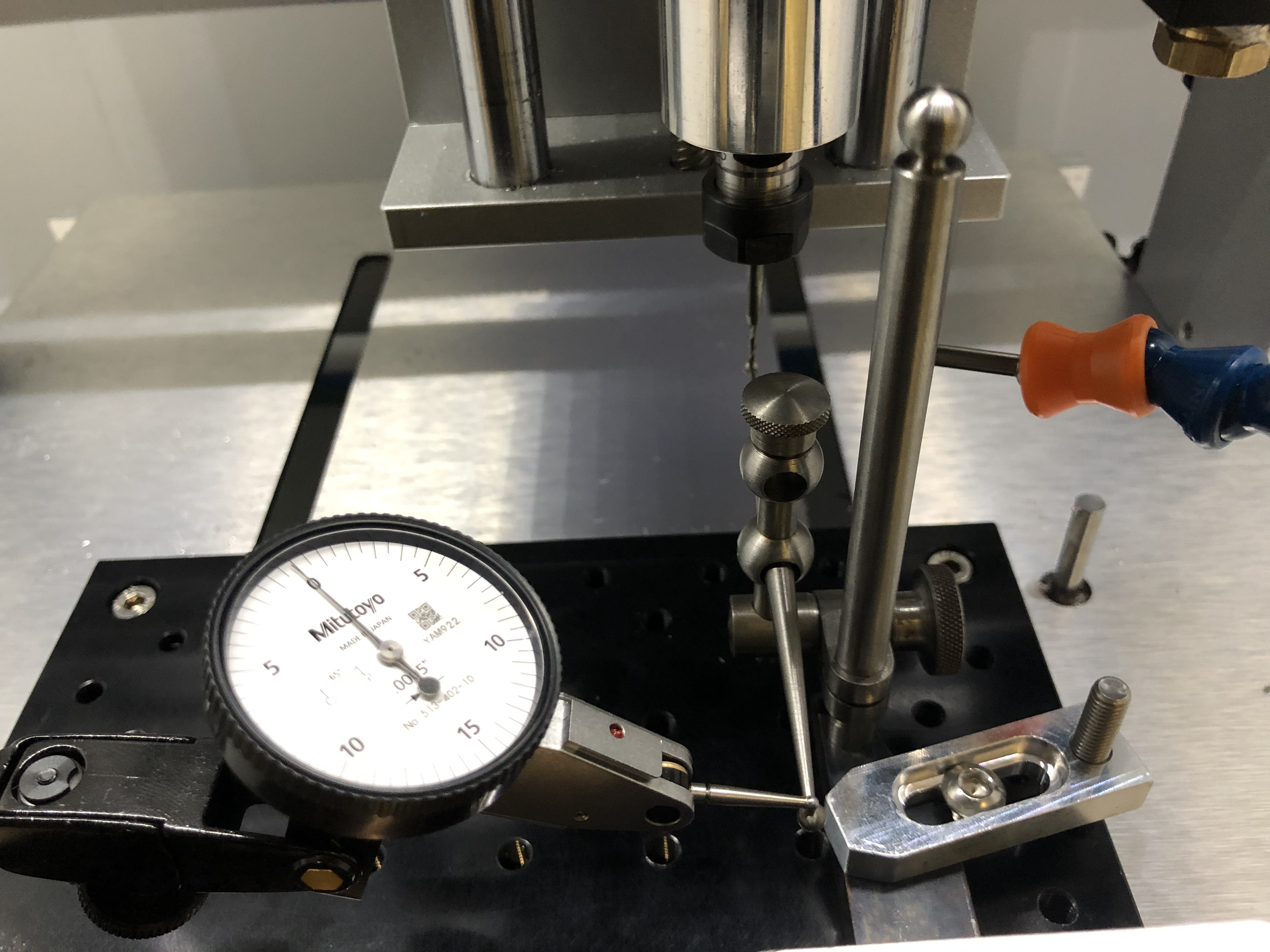
It seems to line up with the specs listed for the Nomad so I wasn’t expecting much else. My indicator is only capable of 0.0005” and even homing then doing a macro to slowly feed to G54 was getting half a tick on the dial. Probably a compounding effect between homing switches resolution and movement to designated location. Acme screw, backlash etc. Its all interesting stuff
That’s great, @PaulAlfaro! Is it repeatably precise? @patofoto, do you get the same results?
I’m thinking there’s something going on with the communication between grbl and cncjs that causes inconsistencies. Did you modify more than the machine positions? (I’ll look at your file later)
sped up the reference probe. slowed down the second probe.
updated descriptions to make it nomad specific.
forced imperial mode before reset modal and close just in case (this is user preference obv)
This should hopefully restore anyway, but I get the “just in case” mindset.
What computer are you using to control the Nomad? I wonder if CNCjs is heavily processor or RAM dependent. I’ll try to work a simple example that should work, in theory, but doesn’t and contact the devs.
I was using essentially the same macro on my SO3 and was losing 0.1mm each tool change. I just tested a version that, as far as I can measure was getting repeatable precision within .01mm. It’s a little messy now, but I’ll clean it up and post for any SO3 users to try.
Maybe I can get @Julien to collect a bunch of data and do a multi-faceted analysis…he’ll probably have to design and build a python driven electromechanical apparatus to tell me that none of it really matters for that bathroom decor my wife wants me to make.
@neilferreri yeah i crashed the macro before when it didn’t switch back for whatever reason so included it as a safety factor ha
i have cncjs running on a pi 3b+. it has correct power supply and some heat sinks so it should be running at full potential. possible it could be seeing some loss somewhere.
i’m pretty content with how it’s working for now, but def eager to really dial it in. hope to help where i can
Hey @neilferreri and all. Sorry for the late response. Was away for the weekend and just got back. I posted my test above. Getting a 0.04 - 0.06 inaccuracy. Guessing backlash. I own a Nomad Classic.
Will test the one @PaulAlfaro posted, tomorrow. Not at my computer currently.
I am running the macro without actually changing the tool.
@neilferreri I think I ran both. The macro I include here in my post and the one you posted above. For me, it is getting confusing. Can’t remember which macro I tested when. Have to try them all again and take notes. Can’t tell how they differ and if they even do differ.
Here is one (tested on my SO3 XL and whatever @Luke tested on) that I think dials it in. Procedure is the same:
Probe first tool.
Change tool.
Probe next tool.
Set appropriate offset.
I’m really not sure where the issues were coming from, but they seem to be dealt with by a more precise probing sequence. I used a combination of G38.2 and G38.4 to do a handful of probes at decreasing feedrates. This seems to increase precision quite a bit. By using the G38.4, I could execute the probes much faster than a retract and re-probe. I like the sound it makes too!
I’d love to hear feedback before I throw it up on GitHub.
It’s essential that you set and verify your probe locations and safe height. Better to be conservative on the Z!
Text file actually zipped: Precision_ToolChange_Macro.zip (1.1 KB)
Just gave your macro a go after updating the coordinates. Really slick probe sequence.
With no actual tool change it repeats great.
However, I tried a few different tool changes. Couple actual and a couple by adding piece of tape to the probe pin. The results were inconsistent - I’ll repeat later to see if I am missing something. Seems odd, but I’m not questioning the macro so I’ll dig deeper on my setup.
I swapped over to my i7 laptop with CNCjs x64 during all this experimenting.
Also, I did do several homing to G54 sequences and saw it range between zero to 0.0005" on the dial so we could establish some sort of mechanical baseline. Perhaps others can chime in with their measurements as well.