What did you end up going with? 1204s or 1605?
I think I’m going for 1204, I don’t think 1605 will fit.
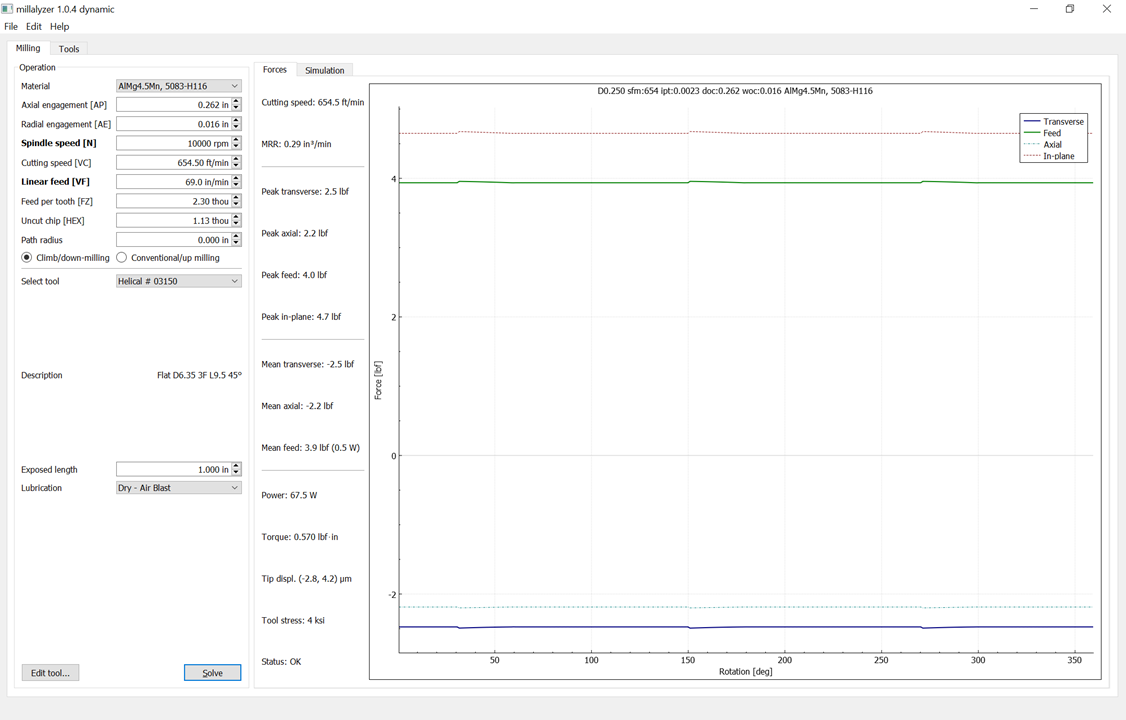
I wanted to ask you though, what did you use on yours? What size nuts were you able to fit on the Nomad’s X and Y axis carriages?
The 16mm ball nut is quite a bit bigger.
Sorry, I spaced that comment response. I used all 1204 but the carriages needed a little bit of clearance work. Ballnut alignment was the hardest thing and I used 4 of the 6 bolt holes for mounting to be able to pitch it in any direction.
1 Like
Were you able to fit the ballnuts into the stock carriages without any modifications to the Nomad or was that part of the clearance work?
The diameter of the ballnut was very close…both the nut and carriage had to be “massaged”. The slot was cut larger for the shaft couplers but I assume you won’t need to do that. A little bit of work but with how much better they cut than leadscrews, totally worth it!

3 Likes
Thanks!
I would have to deal with the couplers somehow… I’ll see how I feel after I’ve rebuilt the Z-axis. I might rebuild the whole X and Y axes, in which case it’s a non-issue.
1 Like
Well definitely don’t use cheap solid ones like mine! If I were to do it again…ide place the bearing block where the nema17 is, and run a flexible coupling to nema23s outside the machine. The resonance due to teeny misalignments isn’t very fun to listen to…cuts good enough though.
1 Like
Thanks, that’s good to know! In that case I’ll avoid rigid couplers for the Z-axis.
I was also thinking about putting the steppers outside the machine. It would require a bit of drilling but that isn’t too bad.


But the “Devils in the [disappointingly missing] details”! ![]()
What machine and spindle? Did you measure power/spindle current? Why only 15000 RPM?
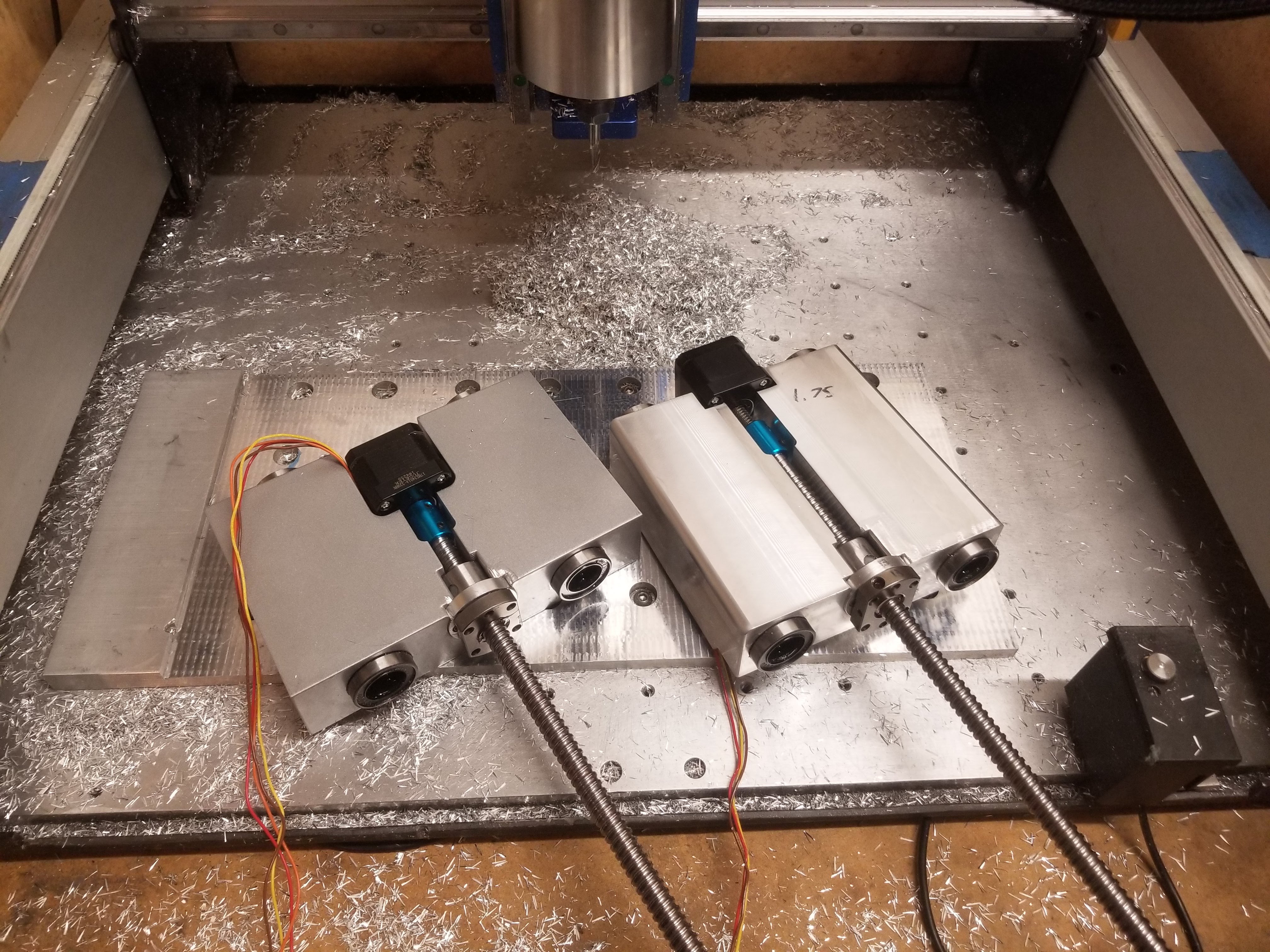
Modded Nomad, 1.5kw air-cooled 80mm.
100 ipm due to max feed limits at the speed (400 steps per mm 1204s) also why the rpm is at 15k. Cutting super small chiploads with 3F has never been reliable for me.
Thanks,
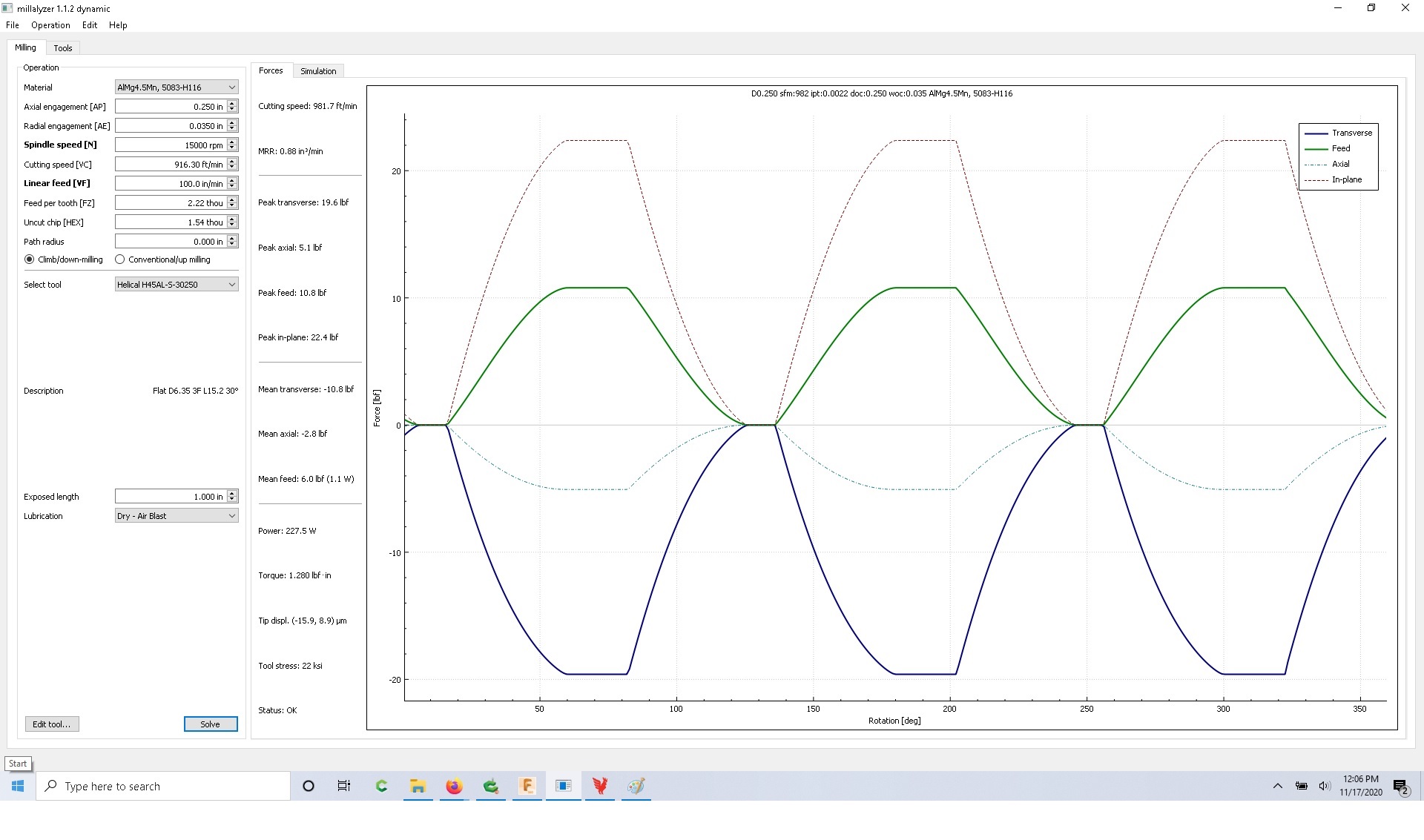
So, deep and narrow works on ruggedized Nomad. Assuming the Nomad 3 is also limited to 100 IPM, it would likely be spindle power limited (24kRPM 150W) to the following with that endmill assuming Millalyzer is accurate.
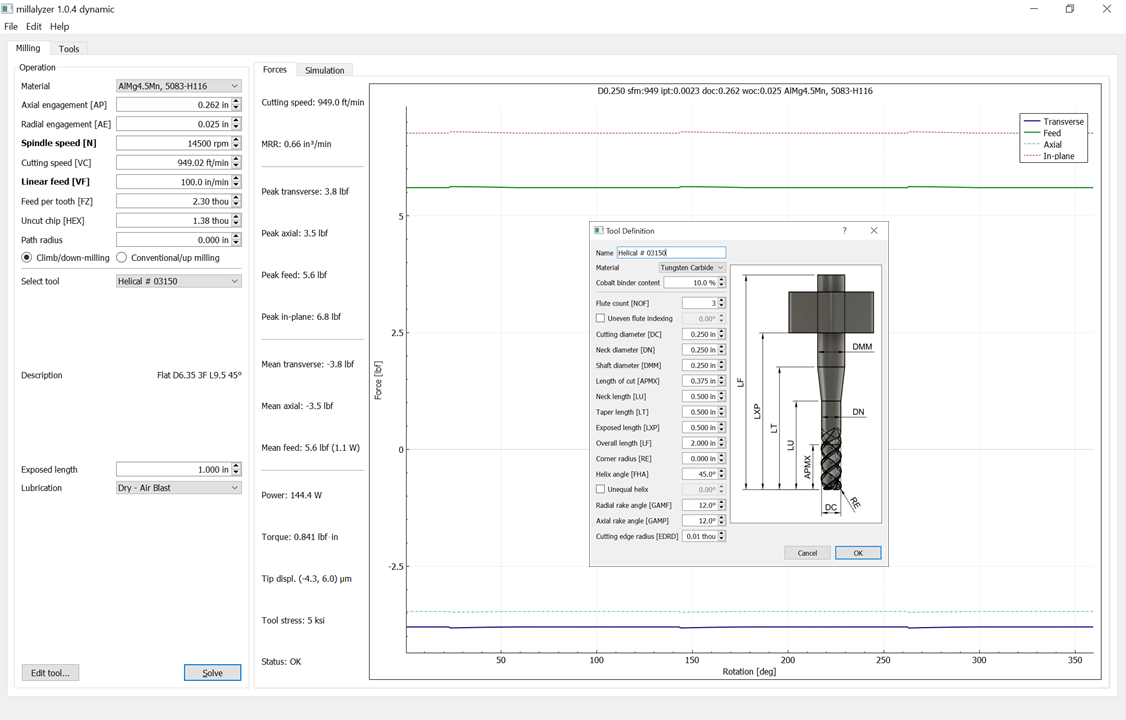
Do you think the following would work with a stock (10kRPM 70W) Nomad PRO?
Better to stick with a good single flute imo. 45 degree 3f are “touchy” especially running dry. 30 degree, more forgiving for sure.
Hard to say about the Nomad 3…better anti-backlash nuts should make a huge improvement. Ide personally love to get my hands on one to see how it would handle.
That 883 pro cut…Definitely not. I mean it might cut, but its not going to be good for your tools, finish, or machine. Would predict “angry” noises.
I’m with Vince, absolutely not. That cut requires 65W of power at the endmill and the Nomad can’t get anywhere near that, even with high radial engagement cuts. With higher axial engagement, the jelly-like Nomad 883 Pro turns into a chattery mess.
Speaking of/to @Vince.Fab, Vince, what kind of linear rails and blocks did you end up using? I’m still not settled on whether to use the short blocks or make the carriage a bit bigger for the longer blocks.
So much for trying to match flute count, helix angle, and depth of cut to minimize cutter impact forces! Kind of makes me wonder how abrasive cutters would perform.
Oh no,
Now I have a mental image of somebody magnetic mounting an angle grinder onto their CNC spindle…
2 Likes
Regardless of forces, you need to get the chips out of the way somehow. With 3-flutes and without flooding, that’s not so easy, especially with large helix angles.
1 Like
HGH15s
Overkill, but better stronger than weaker. Plus they are thick enough to allow for easy enough mounting of the ball nut. The Z plate only needed a small pocket for the mount to clear the rear.
Oh those things still matter. The tricky part for desktop machines is having enough rigidity to take a big enough depth of cut for good enough flute engagement to smooth out everything. Its been very interesting trying to learn how to use @spargeltarzan calc and seeing how the data relates to real world usage and cuts.
This is that cut with 30 degree 3F, smooooooth

3 Likes