I was trying to get my 3D finder concentric (and managed to ~5µm) but while I was doing it I noticed a lot of movement if I did anything other than spin the spindle, so thought to try and measure the machine’s rigidity.
With the DTI held in a vice to ensure it doesn’t move and held parallel to the 3D finder (which has an admittedly extreme ~55mm stickout), I saw that when I applied some light pressure to the collet nut with my pinky finger, I could easily move it 10µm (~1/2 a thou) in each direction. With my thumb and a bit more effort, I could move it 100µm (~4 thou) in each direction.
I thought it might be a loose spindle but I made sure it was tight and that made no difference.
I was also able to apply torque to the Z-axis carriage by hand to get a similar (but slightly lessened) effect.
Is this much movement expected for the Nomad?
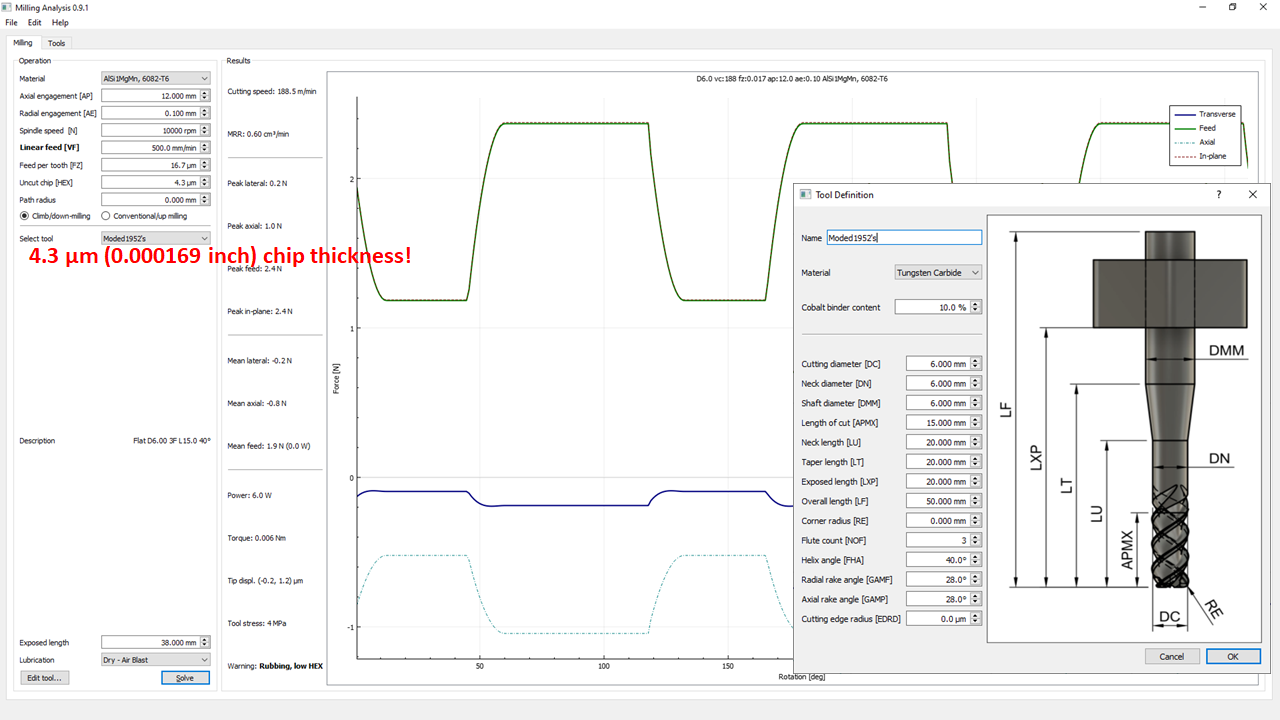
I have a feeling this might be a factor in my issues with cuts with high axial engagement but low radial engagement. e.g. I have a 6x15mm 3-flute finishing endmill with a manufacturer recommendation of 12mm axial, 0.1mm radial at 10kRPM and 450-500mm/min. When I try that on the Nomad, despite seeming well within specifications (HSMAdvisor says this cut is 0.006Nm of torque and 0.006kW of power), it makes a ton of noise and appears to deflect from the wall. This can be seen visually, as if you let the endmill “rest” in a spot with the spindle running, it’ll cut itself a little “dent” in the stock.
Well there’s no way to know how strong your pinky finger is, but if we assume that was maybe 10 N of lateral force, it would mean 1 N/µm stiffness. Not great, but respectable for a hobby machine. So, with the few Newtons of cutting force that you generate with those settings, you wouldn’t expect the tool to move much.
May I ask where the feed rate recommendation is from? At 450 mm/min, you only have a chip thickness of 4 µm with this low ae/D, which could be a factor. Whenever the chip thickness is close to the radius of the cutting edge, there is a risk that the edge doesn’t manage to “bite” but instead slides/rubs over the material. That can have a similar effect to tool deflection, because the next (or third, or fourth) edge that meets the stock hits twice the amount of material, generating an irregular cut, ugly finish and noise.
Does it get better or worse if you increase the feed?
Knowing that that’s the unit, I can do a lot better. In a few hours I’ll try the test again but try to measure the force applied and measure the movement of the spindle rather than the 3D finder.
For now, I used a luggage scale to pull on the spindle and get a reading for how much “weight” (force) is being applied. I found:
Movement
Weight
Force
Stiffness
10 µm
1 kg
10 N
1 N/µm
50 µm
4.65 kg
46.5 N
0.93 N/µm
100 µm
9.1kg
91 N
0.91 N/µm
However note here that the place where I’m applying force and the place where I’m measuring movement are fairly distant from one another, so I don’t expect these numbers to be very accurate.
I could very well have misinterpreted them, or it could also be issues with chip evacuation. I’ve seen similar issues with single-flute endmills though so don’t think it’s that.
Much, much worse. Horrible sounds, weird fluffy-looking bits of Aluminium hanging off the work.
Wow, great work! Always good to have these numbers.
Yes, measuring deflection at the collet nut would be great, but the way you did it now (as I understand it) would actually be pessimistic (lower stiffness value). On a decent professional machine, you’d see 15 N/µm at the HSK face, which may drop to effectively 5 N/µm or so when using a long tool-holder. Not an extreme difference considering you might generate a kilonewton lateral force (when roughing) on such a machine. So therefore I have a hard time to believe that 1 N/µm (or a little more) at the Nomad spindle should be the problem in this particular case.
How much run-out do you observe?
No, I don’t think you have; I would read that exactly as you did. But that is a rather particular endmill! Given the properties they promise, they’ve probably ground it to have an extremely small cutting edge radius to make it suitable for such thin cuts.
Ouch. You are climb-cutting, right? And it’s still 6082?
Please note that one cannot use settings for a heavy industrial machine directly on the Nomad or Shapeoko — you need to verify the chipload and forces involved and prove things out with a test cut.
I removed the collet nut, to remove any give it might have
I positioned the DTI tip inside the collet holder
I pulled on the collet holder from the outside with the luggage scale
The result was much worse than before:
Movement
Weight
Force
Stiffness
10 µm
0.45 kg
4.5 N
0.45 N/µm
50 µm
2.1 kg
21 N
0.42 N/µm
100 µm
5.4 kg
54 N
0.54 N/µm
HSMAdvisor reports that the cut I was having issues with should have produced only 0.2 kg of cutting force, so ~5µm of give. However given the long stickout, perhaps there’s a lever effect going on, magnifying the size of the effect?
Around 7µm on the inside of the collet holder and I’m using collets rated to 5µm. Ordered some 2µm collets to try too.
I can try the tool shank but I’m iffy about that because the shank usally has a lower rating than the tool itself.
I tried both ways to be sure but yep.
Yes, I’m aware. I saw these feed rates and checked with the feeds and speeds calculators and the resulting power and torque requirements seemed well within the Nomad’s specified capabilities. The only thing left seemed to be rigidity, hence this thread.
I tried a more Carbide3D-friendly option and ran the 274Z at 8mm DOC, 0.06mm WOC, 10kRPM and 850mm/min feed rate. This actually worked just fine despite producing the same 0.2kg cutting force as the other endmill I had issues with.
However with both endmills I’ve seen little stringy bits of stuff coming out of and getting briefly stuck in the endmills so the problem seems almost certainly chip evacuation rather than machine rigidity.
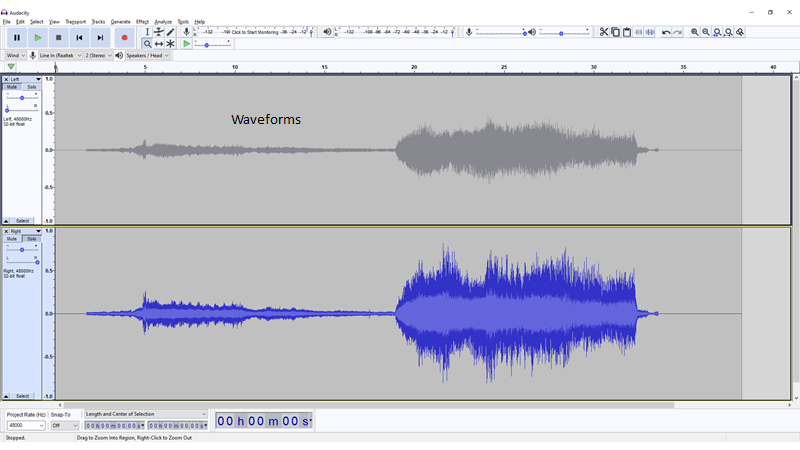
Regarding the finishing endmill, hopefully this short video might help.
I definitely think chip evacuation is an issue. I don’t quite grasp why the sound and finish get worse the longer it goes on though. Chips building up in the endmill I suppose?
I’ve ordered a compressor so soon I’ll have an airblast to help out.
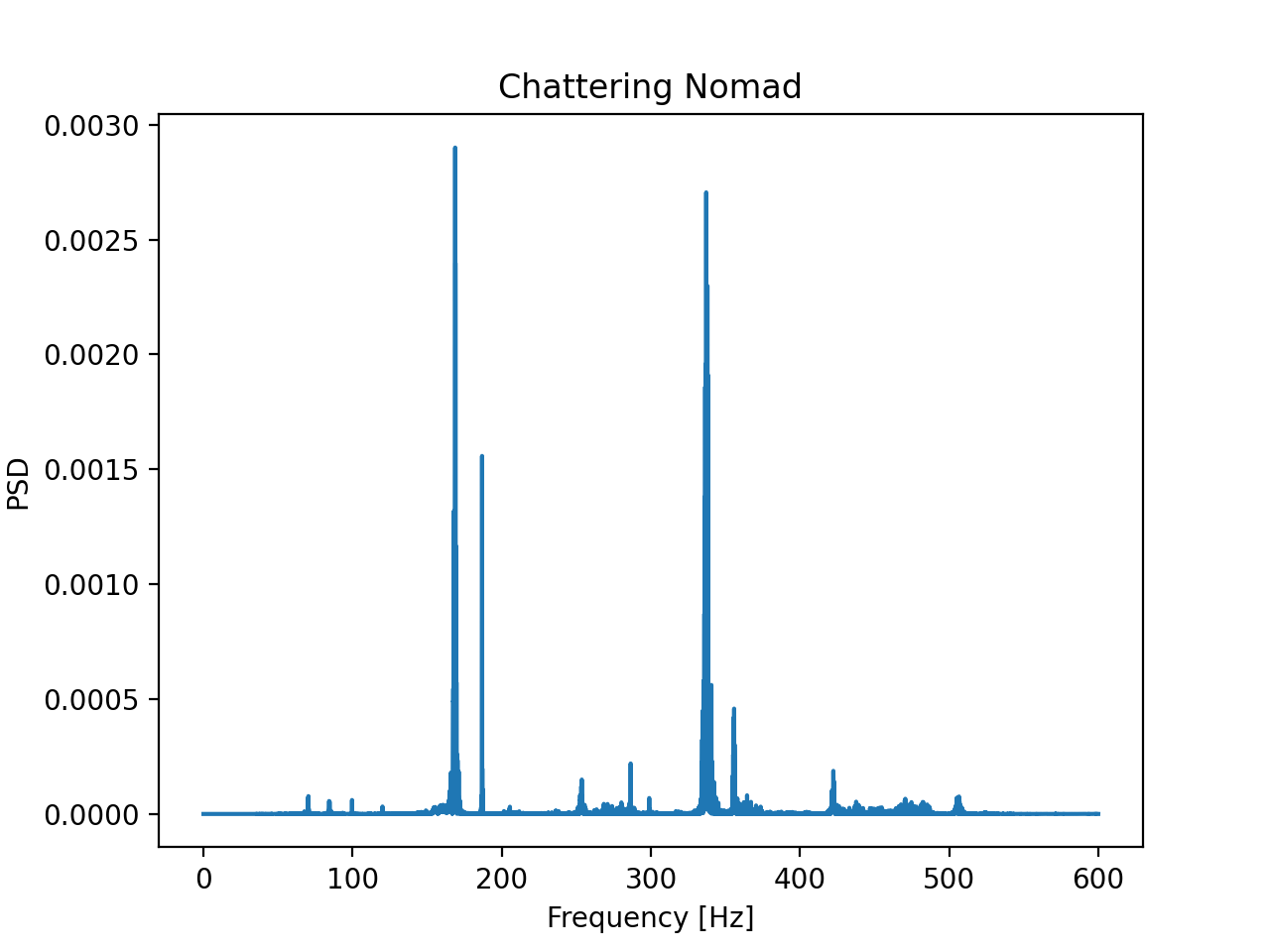
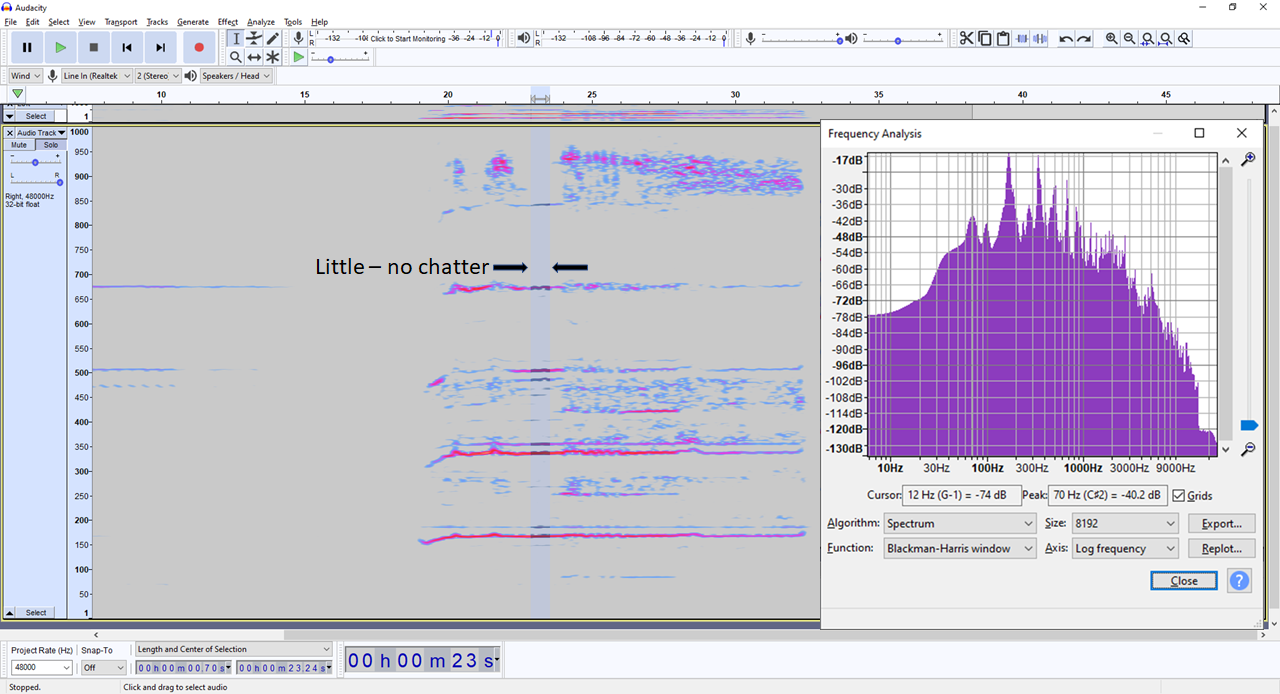
Thanks for the video; I agree it doesn’t sound nice and the finish sure is awful. The power spectral density estimate of the entire soundtrack looks like this:
First peak is 168 Hz (that’s the RPM, expected), then there is one at 336 Hz (first harmonic, OK), but the one at 188 Hz doesn’t belong there. Funny thing is, I thought this was a 3-flute, so I would have expected a more pronounced response at the tooth-passing frequency of 500 Hz. Hmm.
This is quite good already.
Heck, you see more displacement in the collet cone than 55 mm away, when loading at the cone? That would indicate the whole thing is sort-of pivoting around a point even farther below. Strange. Or probably I misunderstood the setup.
That’s a cool chart! Never occurred to me to analyse the sound that way.
You mentioned though that it’s for the whole video. Could some of that extra noise be from other noises, like the steppers, the bed, the power supply fan or from clacking keyboard keys? Would it help to analyse only the cutting segment of the video?
Definitely is a 3-flute.
Ah, I think I didn’t explain well. For the previous test, I was applying the load to the spindle body, as in the ~30mm cylinder that holds the shaft. For this test, I was applying the load to the collet holder.
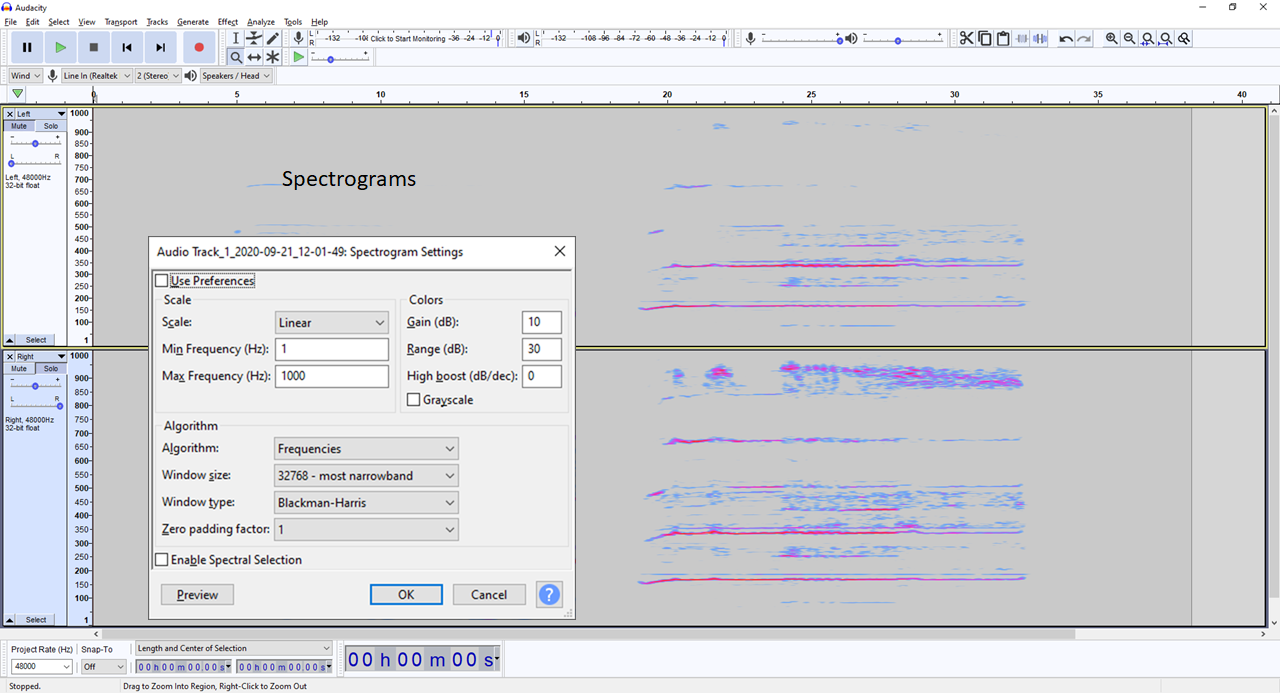
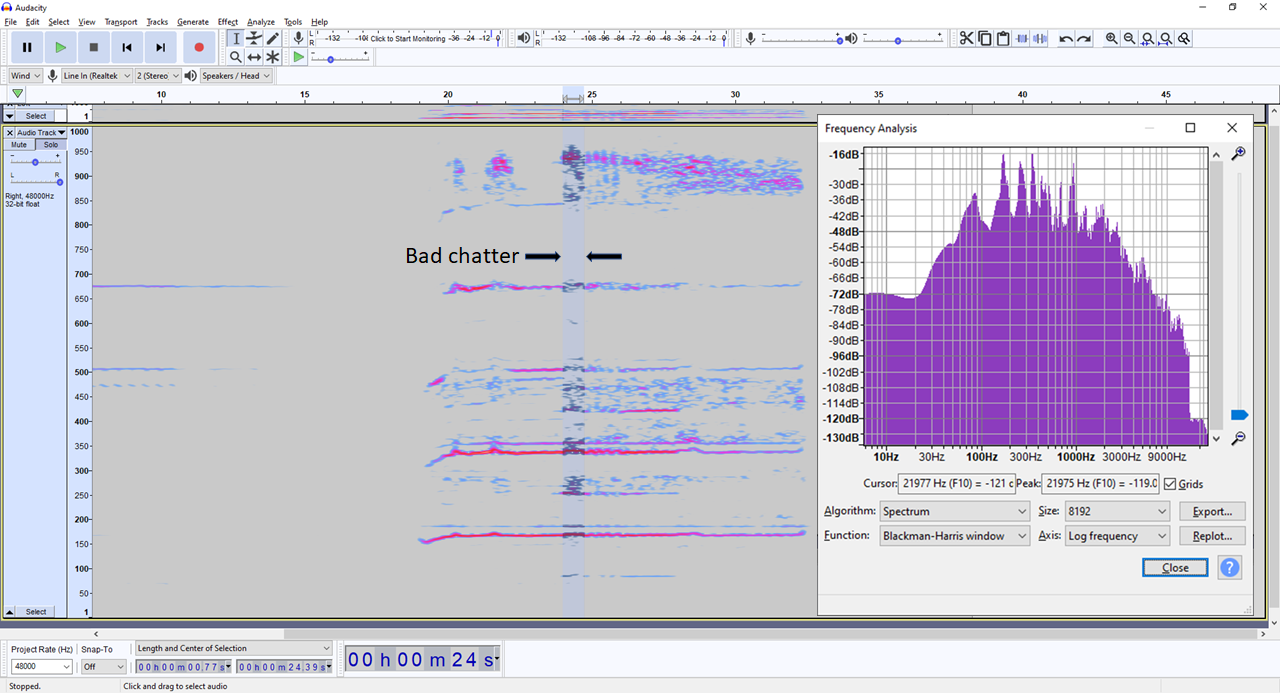
Yes, you’re right; just tried that. The intensity goes up so much in the last third that the result is dominated by that part. BTW, there are apps (like Spectroid on Android) that produce this kind of plot in real time. Can be interesting.
Oh, I see. Still, I doubt the Nomad’s lack of rigidity is to blame.
I would try a little lubrication. With a thin finishing pass like this, a light spray of isopropyl alcohol (“contact cleaning spray”) or WD-40 just before the cut could help.
Yeah, I’ll definitely give that a try. I’ll wait for the compressor to show up and see how it does with some actual chip evacuation and if that doesn’t help I’ll try lubricants. If lubrication helps, I’ll set up a droplet system.
Ide put my money on it, especially with them being the low-cost axial type. The plastic wears over time and depends on the spring force. There have been some that replaced them with brass ones and found better “rigidity”.
With movement like this and/or low spindle power, imo its better to cut with a low axial/high radial. You’ll have less deflection and be able to take a bigger chip. I’ve seen this increase tool pressure to where it stabilizes the cutter. 67% step over is my favorite and when it can be pushed over 90% I increase step down.
This is all my opinion from running many different types of machines 80 hours a week. Sorry its not more science-y
Hmm, I should be able to test that with my luggage scale as well. I should be able to see how much the bed moves relative to the spindle when I apply varying amounts of force to it. I’ll give it a go.
That looks like a really cool tool. Where can I get it?
That cut actually was at 7mm, I brought it right down for testing to see if it would help.
It works when you get down much lower, like 1-3mm. I think because the chips are much smaller and easy to clear, more like small flakes than the thin strings I get at 7mm.
Yes, I should actually know German but thought I “knew” that this meant “none” (which would have been “kein”) when really it means “wet”.
I’ll try with the air blast first and try adding some WD40 or ethanol or something if that doesn’t help.
I can do 25mm or so no problem, I’ll try it.
Are the noise spectra constant (or easily calculable) once you figure them out? If so, that could be really handy. I could trigger the E-stop after X seconds of chatter for example.