Audacity is a lot faster displaying waveforms in real time (when recording) than spectrograms. It’s spectral analysis is non-real time. I think you would do better using your ears to detect chatter.
Spectral analysis is done by performing Fourier analysis on windowed segments of sampled data. The number of samples and the type of window used determine the frequency resolution. IMO using accelerometers to sense the vibrations that generate the noise would be easier and better. You can use your cell phone to try that out (if it has adequate frequency response). It’s possible that a simple amplitude threshold would be adequate to detect the onset of chatter.
I’ve done that, the spectrum is still quite messy. I ended up using hall sensors and magnets to determine router speeds instead. I suspect that filtering or spectral analysis of accelerometer outputs would be cleaner and more precise for vibration sensing. Accelerometer IC’s are inexpensive and are available with either analog outputs (for old guys like me) or digital outputs.
Hmm, I wonder if I could have the first few minutes be a “learning” period of what’s acceptable (because an operator will be present) and then look for strong deviations later on. This and this show that chatter peaks in the spectrum are fairly prominent.
This also has an interesting setup where accelerometers are mounted to the spindle itself. That could be really useful data.
Sounds like AI to me! - you’d be joining Bob Warfield in that endeavor for CNC’s However, since chatter is so easily detected audibly, maybe it makes sense to use an old fashioned frequency analyzer (with microphones and/or accelerometers) that’s better matched to human hearing like TruRTA’s. The free version provides 1 octave frequency bands and there are versions up to 24 octaves (which is real nice). His WinSpeakerz program is really nice too - if you’re into speaker design/analysis. He’s the kind of guy that would probably be interested enough in what you might be doing to provide free advice too.
Do you think that it makes sense to compare conventional milling to climb milling to see if it makes a difference? How about changing spindle speed to see if you can avoid machine resonances? I know that it helps on my router table.
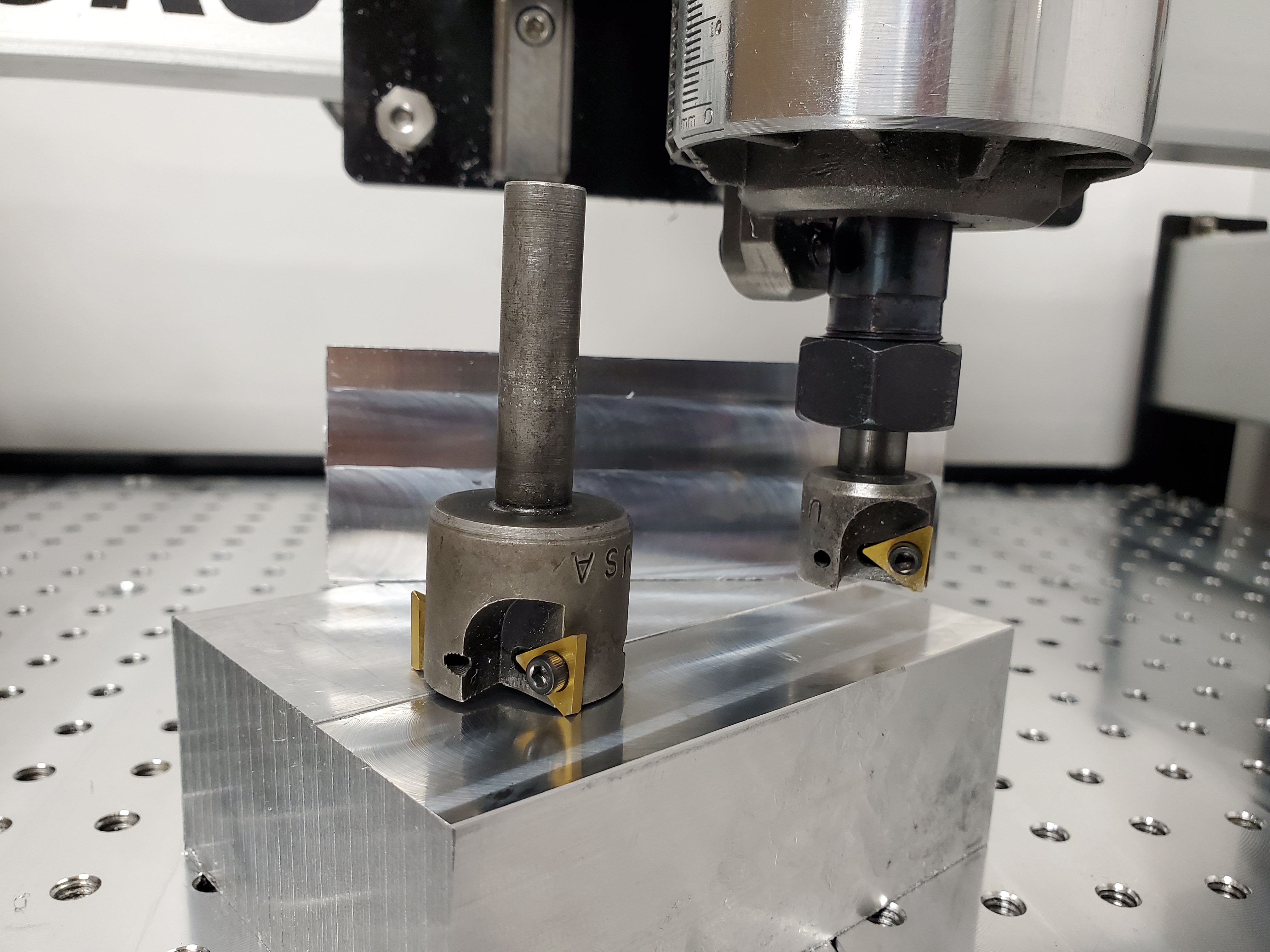
Since the aim was for good surface finish, I did some tests with some different reasonably new endmills that I had available. First lesson: Really nice finish is not so easy to achieve , at least not dry.
The best that was possible on a belt-Z stock Shapeoko was this:
Not great by any means… This is ap 20 mm, ae 0.08 mm, vf 600 mm/min, 25k rpm with a cheap 3-flute. But at least it didn’t sound horrible, which it does when increasing feed, just like @Moded1952 said.
Watching it work close up shows that there really aren’t any chips to speak of. This is more burnishing than milling. And it looks like the 45 degree helix is transporting some fraction of the chips/dust through several turns, it’s ejecting material not only backwards (as it should) but even forward. Not good.
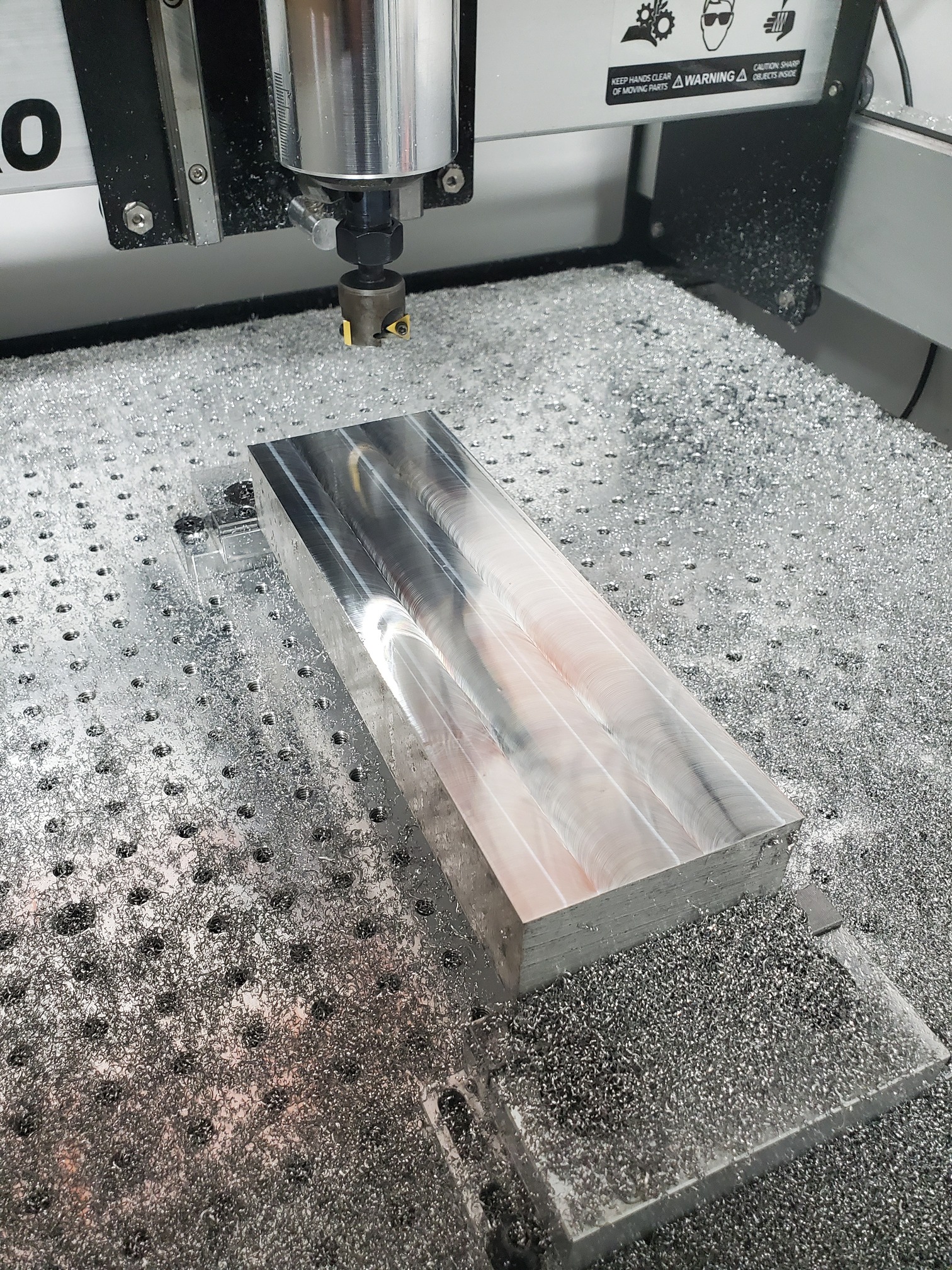
Same 0.0002" chip thickness as @Moded1952, but much more aggressive cut - without chatter! Why - higher speed, more rigidity, more damping, or? Could conventional milling do better than climb with those thin chips?
OOPS - chip thickness was only “0.000071” a factor of 2.4 less than @Moded1952’s with 2.7 times the MRR and much better results!
Well, the difference isn’t all that great; even this started to sound worse at only 780 mm/min. Looking at @Moded1952 measurements above, it’d say that the Nomad is actually more rigid than my noodly belt-Z Shapeoko: Smaller dimensions and lead screws instead of belts. But… the Nomad spindle/Z-axis is probably a lot lighter as well. So when the tool is producing cutting forces with a certain spectrum, it is conceivable that those forces would excite a larger displacement response of the spindle on the Nomad. Just a thought.
I spent a while thinking about adding a small-ish weight to my Shapeoko spindle bonded on with a layer of a visco-elastic polymer such as sorbothane to damp out the higher frequency components of chatter.
Tried to figure out the maths to do a proper mass damper but my head started to hurt…
That’s something we should be able to check empirically with an accelerometer, right? If it’s being displaced more, it’s subject to higher acceleration, so we should see different amplitudes in the readings.
Okay, so I have an air blast set up (which I have to return, the compressor is too loud ) and a can of WD-40.
I found that the air did help with the chips getting stuck but it didn’t help much with the surface finish. The WD-40 with the finishing endmill however did a much better job on surface finish than I’ve seen so far.
So I did a bunch of tests and now I think I’m even more lost.
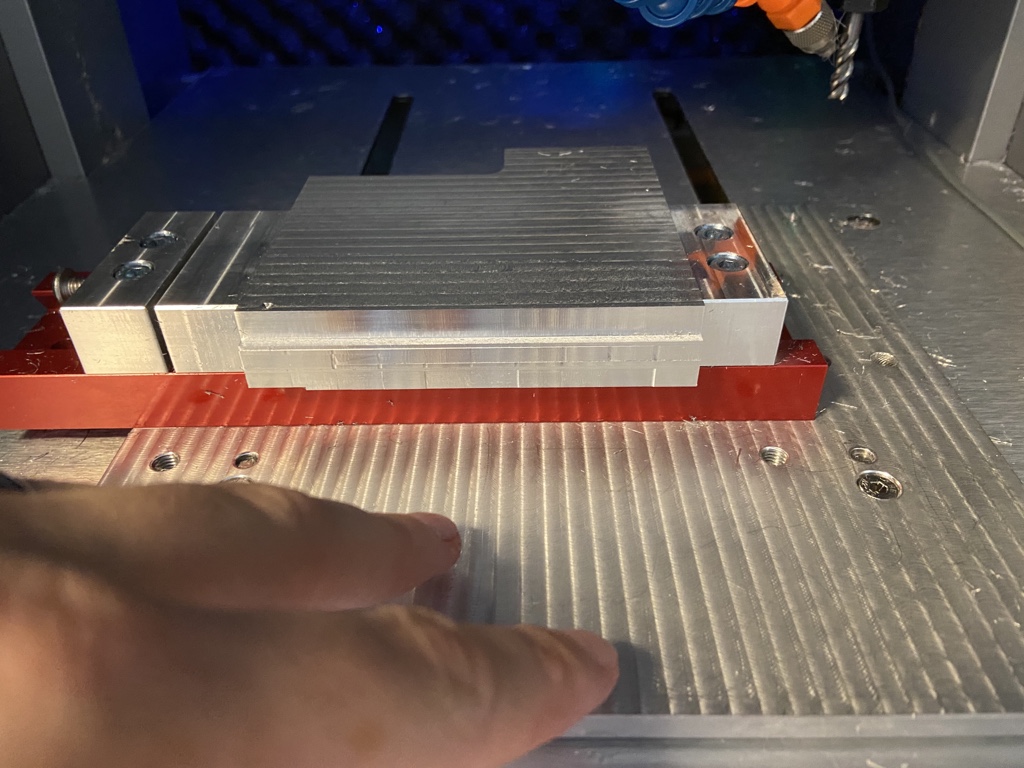
I tested 9 endmills, mostly with the same or similar settings. I did two cuts each time and recorded the second. All of this was totally dry, no lube or airblast.
For the single-flute endmills, I think stickout is a big deal. The shorter the endmill, the cleaner (sounding) the cut. Most of the endmills had a ~15mm stickout. The last 3 endmills had 6mm shanks but at least ~20mm of stickout. That’s not all there is to it though, clearly.
For the JJTools endmill, I was embarrassed to see that it had a 5mm DOC, but I was pushing it to 7mmm… There was a lot of rubbing and unpleasant noise.
The multi-flute endmills, even the two-flute endmills, were hopeless on the Nomad. I’m not sure what the problem is just yet but suspect it’s due to the Nomad’s inability to come anywhere close to the manufacturer-recommended surface speed for 3mm endmills. I’ll try the 6mm Sumitomo tools tomorrow and see if they do any better, as the Nomad can actually come close to the recommended surface speed on those.
I really need to try the multi-flute endmills in particular with airblast and lube but I can’t do that right now. I’ve ordered a new compressor that should be much quieter but it’s going to take a while. I’m not sure what to do about lube as environmental restrictions around here are pretty strict and I don’t work in a machine shop or other business with access to proper disposal methods. I really need something no worse than a domestic product.
For lubricant you might consider isopropanol, it was suggested by a few folks on here for cutting aluminium on the Shapeoko and I think Datron uses it in some of their enclosed machines (NYCCNC video)
The warning that was given, that if you have lube the chips stick and need blasting away or carrying away by coolant flow was also very much correct.
I’m only using the isopropanol on the spot drills where I can dribble it into the cut to assist in evacuation from the hole, but it works very well and evaporates off leaving no residue.
If you have extraction running volatile alcohol based coolants create some more interesting problems downstream of course…
 , at least not dry.
, at least not dry.

 ) and a can of WD-40.
) and a can of WD-40.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}