I was also worried about squirting fuel onto the workpiece but it’s been relatively boring so far (pun very much intended).
For the spot drill drops from the end of a syringe are all that is needed, the sensible boiling point (88C) and reasonable Lv (664kJ/kg) mean that the workpiece stays cold to the touch but the coolant evaporates off reasonably quickly. It doesn’t go woof until 425C.
I might be concerned about reaching a flammable vapour mix as the range is quite wide 2% - 12% volume in air if I’m reading that data sheet right so you would want to be scavenging the air from the nomad and either removing the vapor with a filter such as activated charcoal or just venting it externally if you were spraying in lubricant. I would definitely not want the commutated motor of a shop vac in the exhaust air stream.
I ended up finding a lubricant called Accu-Lube. It appears to be about as dangerous as cooking oil. Looks like the biggest risk is that you might get a sore throat if you drink or inhale it.
They say that the lubricant is “consumed” when you use it. Not entirely sure what that means but it does mean I don’t have to get rid of it in any special way. Just have to take the container to the same place as deodorant cans and the like.
I do have that nice MQL nozzle waiting for some oil but I don’t yet have a compressor to pump air through it, so I just applied some lubricant manually. It does appear to be a pretty big help. Yesterday I wasn’t able to push a particular endmill past ~300mm/min without nasty sounds popping up, now I’m able to safely push the same endmill to ~500mm/min.
Interestingly, @spargeltarzan’s tool drastically reduces the power consumed by a particular cut when you tell it that you’re using lubricant and not just cutting dry. What I’m seeing supports that.
I have certainly noticed that the Isopropanol makes a very nice hand tapping lubricant, substantially reduces the cutting forces and then dries off making it easy to get the chips cleared up.
Yes, Accu-Lube works very well. It’s frequently used for drilling aluminum in the aerospace industry. Be aware that if you use it a lot (as in every day), it will slowly dissolve the sealing rings on garden-variety ball bearings. That probably won’t be a problem for hobby use.
Not sure about the tribology, but the obvious practical reason are the temperatures and (often) sparks generated when cutting steel. You don’t want to set the machine on fire…
It should work for those polymers that are resistant to alcohols - not sure which are; polycarbonate for instance is not.
Not up speed on the electrics behind the nomad, but do you think the software/hardware based current protection on the spindle is too aggressive? The spindle shutoff has happened to me in what I thought were feasible cuts. Plastic w/ #201 ,loc .125, doc .125. 20ipm (iirc).
It could be that there’s something in there limiting the spindle power, yes. @gmack has suggested that to me as a possible issue.
I’ve tried emailing Carbide 3D support but if I don’t get any useful leads here or from them, I think I’ll try buying an ESC to replace the McGillicutty and evade any protection it might have. Cheaper than replacing everything to support a more capable spindle.
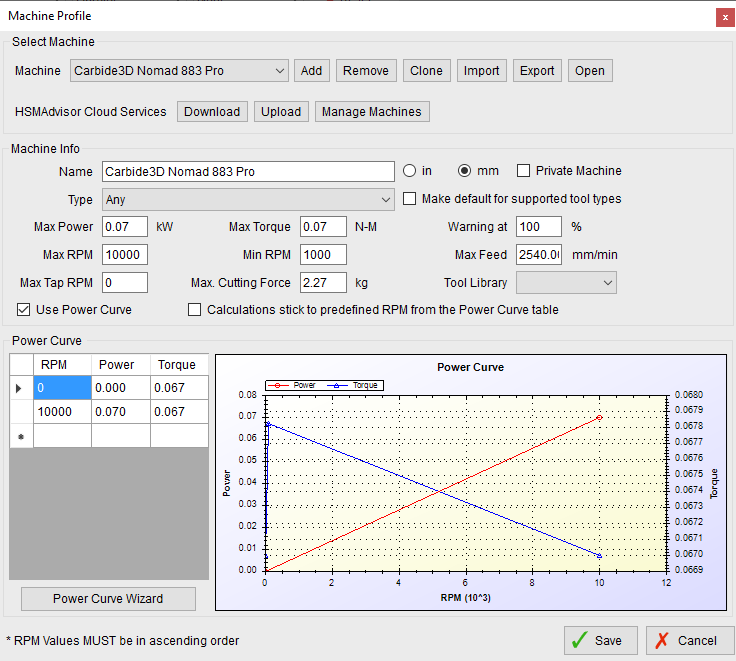
You could easily measure and monitor that if you got one of these - which are apparently available world wide. You could also vet the speed/torque curve that I uploaded to the HSMAdvisor cloud.
70 Watts output power at 10,000 RPM requires 0.067 Nm torque. The spindle should provide that torque with about 4 ARMS motor input current. As suggested by the HSMAdvisor Power Curve, I’m assuming that the motor controller limits the input current to that level regardless of speed. So, if you measure the current into one one of the motor windings, you should see about 4 ARMS at any speed (including during startup and stall.)
The least sensitive bipolar ACS70331 only supports 10 Vpp voltage swing, so you might need to pass only part of the winding current past it (i.e. split the winding wiring into parallel paths).
Nice small and inexpensive sensor though. It could probably be easily integrated into the system for real time monitoring/logging. Using it with your scope should tell you how much bandwidth would be required for true RMS voltmeter/frequency meters or computer interfaces to provide accurate measurements of cutting current/torque and speed.
@LiamN do you think that the spindle drive belts could be somewhat responsible for the chatter?
Is it possible from the specs to directly relate how many Arms the motor is using to the torque If I recally correctly we can pretty directly map Amps to Torque? (I love autocorrect)
As for the source of the chatter, I haven’t used a Nomad so I’m not sure I know enough to comment.
What sort of belt is the drive?
If it’s GT2 and it’s reasonably tensioned then the backlash is essentially zero and the stretch, given the sort of forces on the belt (something around 7 Newtons?) and the very short length will be very small fractions of a mm unless the belt has aged badly and is losing it’s reinforcing fibres.
Is that a requirement of physics or an inferred requirement from the power/torque curve?
Is the way it works that the controller draws more current as it gets under higher load and the torque is limited by the maximum current given by the controller?
Does it need to be into the motor windings? I was just going to stick the sensor between the McGillicutty and its power supply and get the current draw of the entire motor. That should be enough to tell us if the controller has a power threshold, no?
Getting at the windings would require a bunch of extra hardware (mainly connectors) that I don’t have right now.
The belt is marked with “162-2GT”, so I think GT2 as you suggested.
Not sure exactly which belt but taking a low performer like the 6mm width fibreglass core you’re looking at < 0.2mm deflection per 10 Newtons per 1 metre of belt. So on the short belt for the Nomad spindle (200mm length or less?) that’s going to be 0.02mm (one half of the belt stretches, the other shortens) for the full force. I would expect that the very small deflection combined with the angular momentum of the spindle would make this effect something below the noise floor for the machine. I may well be surprised by the real numbers and bitten on the ass one more time by Physics though
Edit - you already said 162-2GT, it’s a 162mm belt, somthing like 50mm of belt between pulleys to stretch so more like < 0.01mm stretch which is down close to the backlash spec for GT2 and small enough to be quite hard to measure.
Hmm, how does one check the tension? I know next to nothing about belts. If the belt isn’t tensioned though, that leaves a lot more slack if the machine comes under load, right?