Solid AB nuts would be a nice experiment. Still bet it makes a world of a difference.
Those springs are just bouncing
Solid AB nuts would be a nice experiment. Still bet it makes a world of a difference.
Those springs are just bouncing
Ah, measuring belt tension…
Not sure on a belt so short and the problem is most are completely subjective.
I would suggest, grip both pulleys with finger and thumb and try to rotate one whilst holding the other still, if the belt jumps teeth then it’s definitely too slack.
I would normally tension something like that by using a spring gauge or electric luggage gauge to pull the adjustable element away with a known ‘weight’ or force then tighten in place. Somthing in the 2-5kg pull range is likely good for the belt, not sure what the motor is rated for though.
@julien @WillAdams is there a ‘how to check the belt’ set of instructions for the Nomad spindle?
Yep,
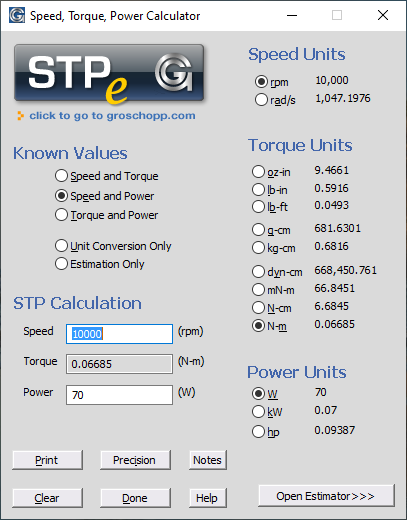
Motor/Spindle output power = Spindle torque times speed
Spindle torque = Motor input current times motor/spindle torque constant (0.067Nm / 4A)
Motor/Spindle output power = Motor input power times motor/drive efficiency.
Motor/Spindle input power = controller input power times controller efficiency.
Efficiencies are unknown and are speed/torque dependent.
Never heard of one, but I know very little about things Nomad…
Edit - 2-4mm of belt deflection when pressed as per Will’s post below
Excellent, then you want < 1kg pull on the movable thing when tightened as that would be about 10N per side of the belt for 20N total.
I doubt that this is very tension sensitive as this is a power transmission application rather than a positioning application.
Don’t over-tension or the bearings may fail in the motor or the shaft may fail over time due to stress fracturing from being flexed.
Do you know where to get them?
Even if I find them, I’m not sure whether I’ll bother.
My thinking is basically that either the stock Nomad has hardware corresponding to its published specs (70W spindle), or it doesn’t. If it does, I’ll leave it as-is and just use it. If it doesn’t, I’m not going to try incremental fixes to a fundamentally flawed machine, I’m going to replace the parts that matter with ones that will get the job done and swap in ball screws, linear rails and a real spindle. Hell, I may even add servos, why shouldn’t the Nomad have micrometer positioning accuracy?
I’m fine with swapping out electronics though, just because it’s fairly straightforward and I know I can find other uses for the parts if they don’t work out.
Hmm, I’ll keep that in mind but for now the question I want to answer is just “does the spindle reach 70W”, so I’ll leave the setup as-is. If it consumes 70W of electricity, that’s good enough for me. If it doesn’t, something derpy is happening and I’ll look into replacing the McGillicutty with an ESC.
The belt for the Nomad 883 spindle should deflect ~2–4mm when pressed.
Okay, it’s not spindle power. I set the spindle to 10k RPM and pushed the feedrate as high as I could with 1mm axial, 0.6mm radial engagement. I got to 2300mm/min and then the endmill broke at 2600mm/min.
I was monitoring the current and the McGillicutty drew ~2.9A@24V (70W).
So the interesting thing here is that Millalyzer reports that this cut should take ~15W but the McGillicutty is drawing 70W.
Any ideas @gmack, @spargeltarzan?
Have you taken any measurement to see if the WoC was actually what you set or whether deflection increased or decreased the effective WoC?
No, I haven’t measured it, but the factor we’re talking here (~5x) is big enough that I can’t imagine deflection accounting for anywhere close to all of it. Plus, I did multiple cuts, so even if there is deflection, the MRR would have to be the same, right?
I’ve been playing with a Carbide 3D 2-flute ZrN endmill and my thinking now is that the spindle has a surprisingly not terrible amount of power but it’s limited by the lack of rigidity in the machine. When I limit feed per tooth to a conservative 0.01mm (so 200mm/min with a 2-flute at 10kRPM) and vary the axial/radial engagement, I hear a lot of nasty scrapy/chattery sounds, even though I see from the current meter that the spindle is well below its 70W limit, at more like 50W.
When I was pushing the feedrate with the single-flute endmill (which did reach 70W), the sound turned into more of an angry grinding sound.
I haven’t really tried high radial engagement yet as well, I should give it a go.
Anyhow, it feels like the limiting factor on the Nomad isn’t the spindle but the mechanics? Maybe Vince is right about the anti backlash nuts. I might try my luggage scale trick on the Y axis and see if I can get a rigidity number for it.
It’s likely a combination of factors, candidates including;
So it’s not likely to be one single issue but rather a series of smaller issues.
Once you get into the “measuring deflection and backlash” game you find out that even deciding which two things to measure between and how is hard, let alone pinning down all the sources…
Since the endmill broke at only AP 1.0 mm and AE 0.6 mm, there’s definitely something wrong here. Of course, @LiamN is right about the efficiency (controller times motor times belt drive), but as you say, I doubt that explains a factor 3x or 5x.
Because it broke, I’m assuming it was a 3 or 4 mm endmill, so 0.1 mm (2-flute) or even 0.2 mm (1-flute) that you get for VF 2600 mm/min at 10k is definitely way too much. I get 640 MPa tool stress and 24 W for that case; the stress is in the range where I would say it might break with some chatter.
On the other hand, if that was a 6 mm endmill (which nets us 0.078 mm chips 2F, bit much but not a disaster), then I really cannot see how it can possibly break with that little cut. BUE maybe? How do the edges on the broken-off part look like?
In personal experience with the Nomad, after giving it 10x the stock spindle power and 3x rpm, it was still very much motion rigidity limited.
Then the X/Y where converted to ballscrews, cuts were much better but the remaining AB Z nut was still the limiting factor. When Z was converted to ballscrew, performance was increased in all types of cuts.
I really think the best bet would be to get @wmoy to run you some test cuts on the new Nomad 3.
Also I can run some test cuts as well.
Sorry, yeah, it was a 1/8" single-flute endmill. The calculator put it at somewhere around 540MPa. I was abusing the heck out of it so I’m not surprised it broke.
The main thing I wanted to prove though was that the spindle can output 70W, which apparently is the case, it just doesn’t produce 70W of MRR.
Are there any cuts or is there any data that might be useful? I have a variety of 6mm endmills to play with if you want to see what happens when it doesn’t break.
Did you ever use the Z-axis with the ballscrew but without the linear rails? The AB nut should only be responsible for axial loads, so shouldn’t have a huge impact on deflection. I suspect the linear rails on your Z-axis might be the bigger improvement?
Carbide 3D put linear rails there as well, so I think they might agree.
I am really curious to hear what difference Carbide 3D’s changes have made but my experience with the 883 Pro has made me pretty pessimistic, so it’s hard to have much hope.
Even if it is a big improvement, it doesn’t do me a whole lot of good, I don’t have a Nomad 3, I have a Nomad 883 Pro ![]()
I see. But at this large chip volume (0.2 mm chip thickness for a 3.2 mm tool diameter), it is not likely that the tool was still cutting as it is designed to do. Cutting forces could well be far higher than predicted because the most basic assumptions are violated in this case (there probably is a “chip space” warning for this condition as well).
Anyway, for your spindle power investigation, I would try a radial engagement of 80 - 90% of diameter, feed-per-tooth in the manufacturer recommended range (or DC/(100 * NOF) if you don’t have any data). Then gradually increase AP and monitor power. I know, it’s easier to increase feed.
Low AP, high AE is useful for this case because the cutting conditions change less with tool deflection, i.e. your results should be more representative of the spindle/motor performance. It appears this is what you are trying to isolate?
Regarding diameter, you wrote earlier that 6 mm tools have much more minimum stickout in the Nomad. It may therefore be better to try a 3 mm, 1/8" or 4 mm endmill if you can run that with just the flutes +1 mm sticking out. Not so much because of the deformation of the tool itself, but to reduce the lever arm, given your earlier stiffness measurements and how the Nomad is designed.
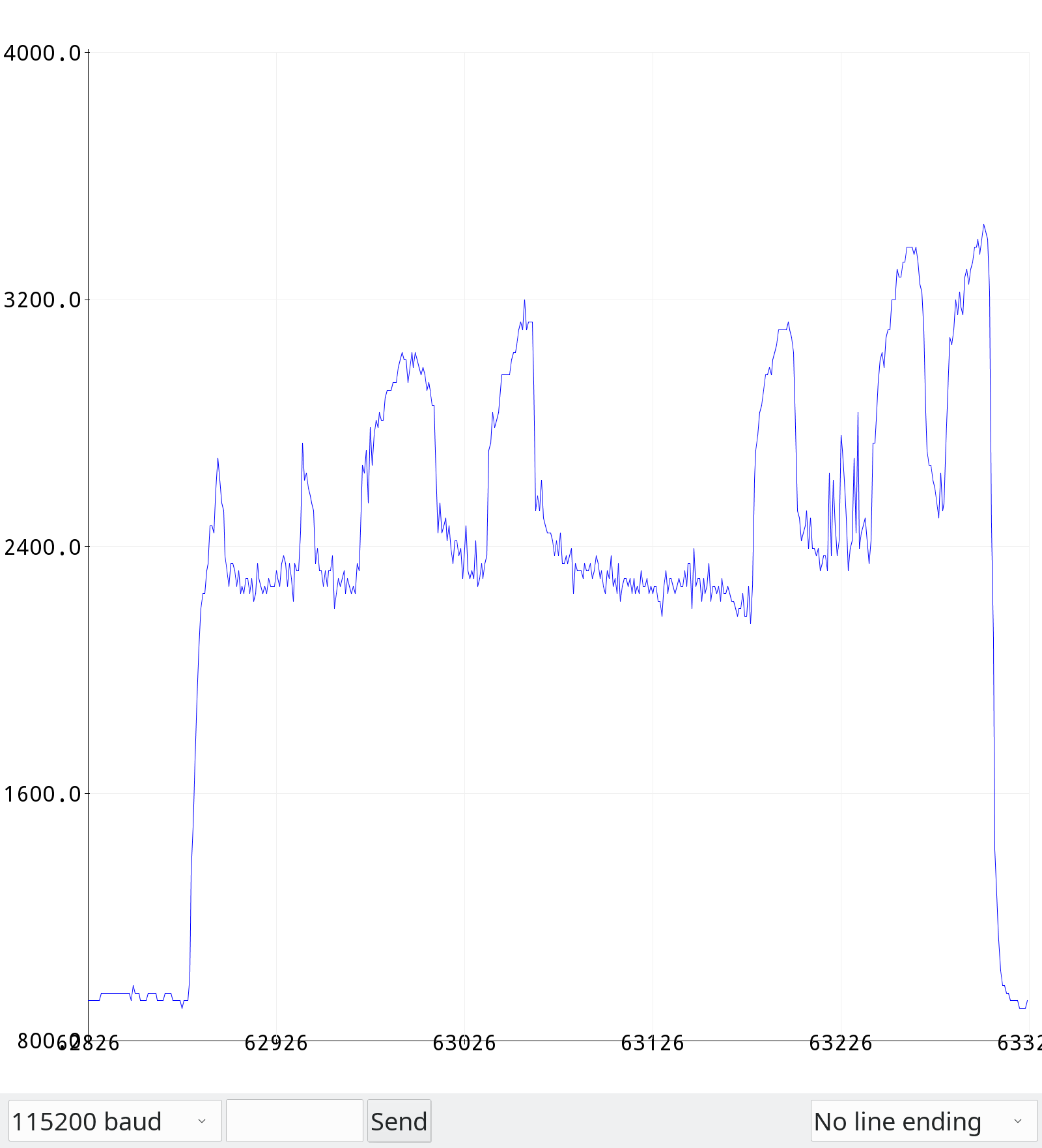
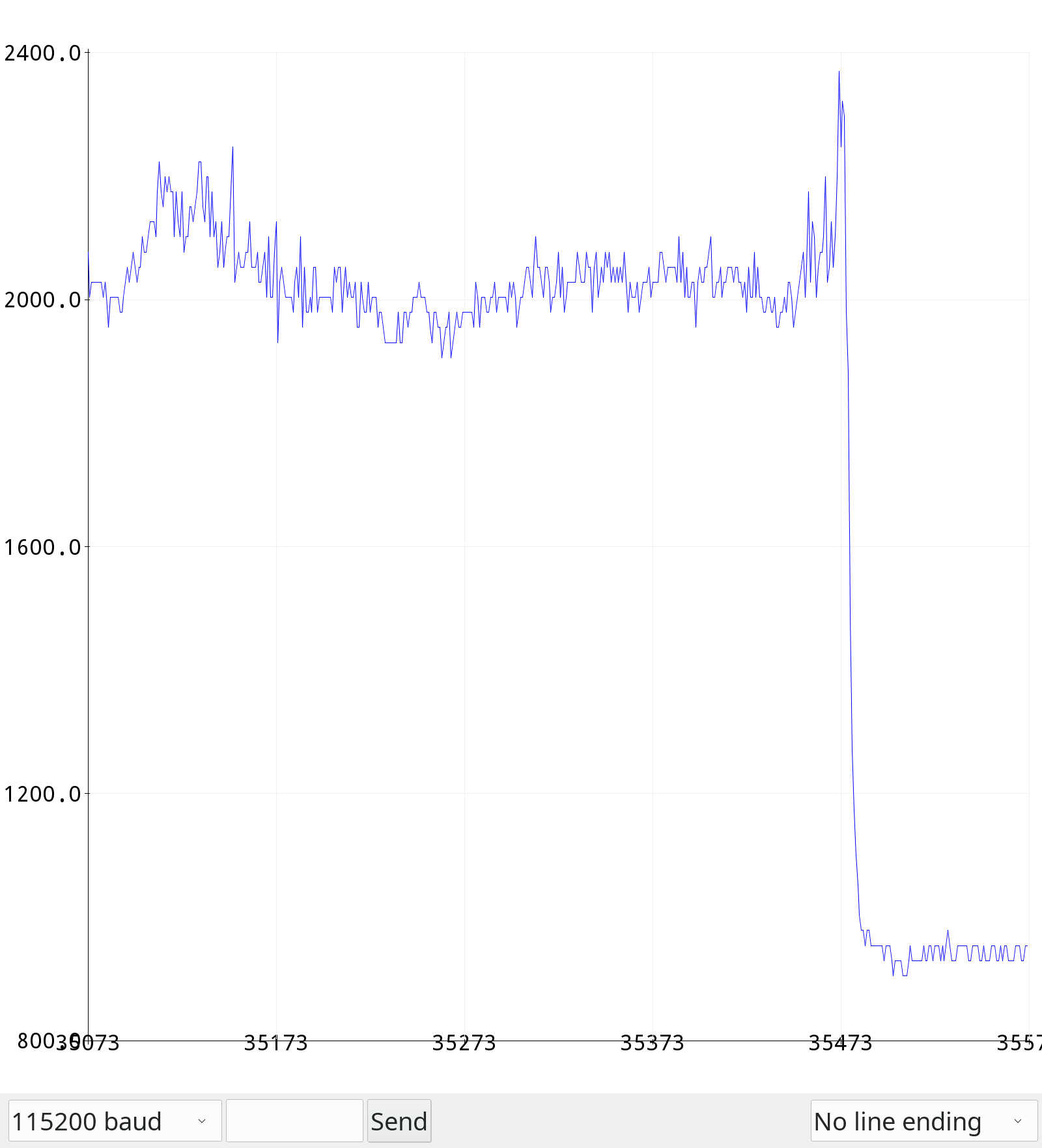
Okay, so I tried a 3mm 1-flute endmill with an 8mm cutting length and ~9mm of total stickout. I used a feedrate of 250mm/min, corresponding to the manufacturer’s recommended feed per tooth for wrought Aluminium alloys (however I can’t come close to the manufacturer’s 500m/min surface speed recommendation). I used a 2.7mm radial engagement and climb milling.
I stepped axial engagement by 0.1mm at a time and got down to 1.2mm axial before it drew ~3A. Here’s what the current draw looked like:
And here’s what that cut sounded like (of course, from outside my enclosure).
I think the reason for the odd peaks is that my stock is inconsistently faced but it’s hard to say. I think I’ll try facing it again and more consistently later and see if that makes a difference.
I should also note that the spindle consumes ~1A (24W) even with no load applied.
And Millalyzer thinks that this cut should take 14W, so we’re still dealing with a ~4x discrepancy.
Hmm, I can actually see a visible slope on my stock from the side… Definitely need to surface it. Towards the end it could be up to 2mm.
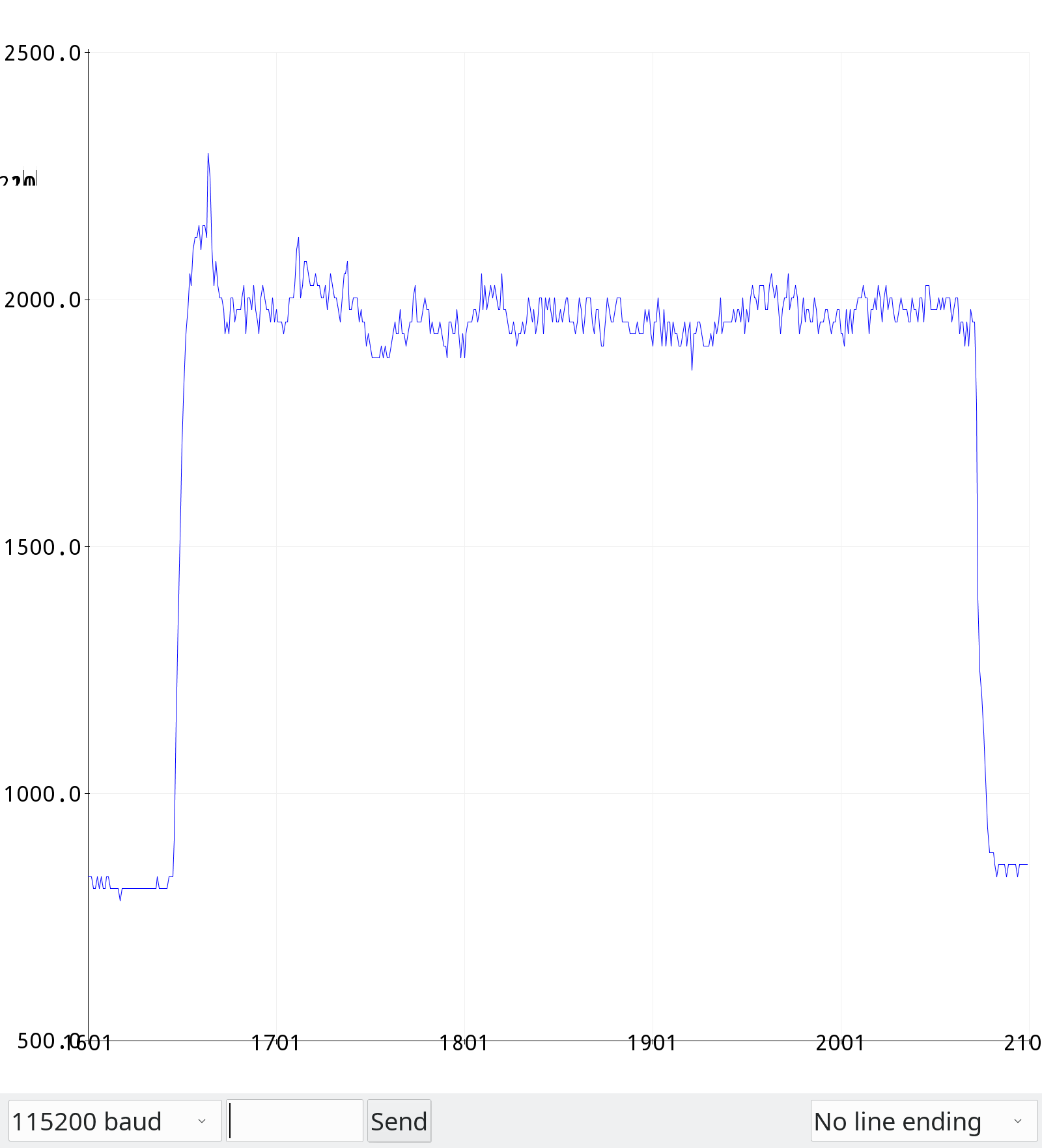
Okay, did it again after surfacing. It wasn’t actually that my facing was wrong, it was that the stock had been lifted up out of the vise at some point.
Here’s 1.2mm: video, current:
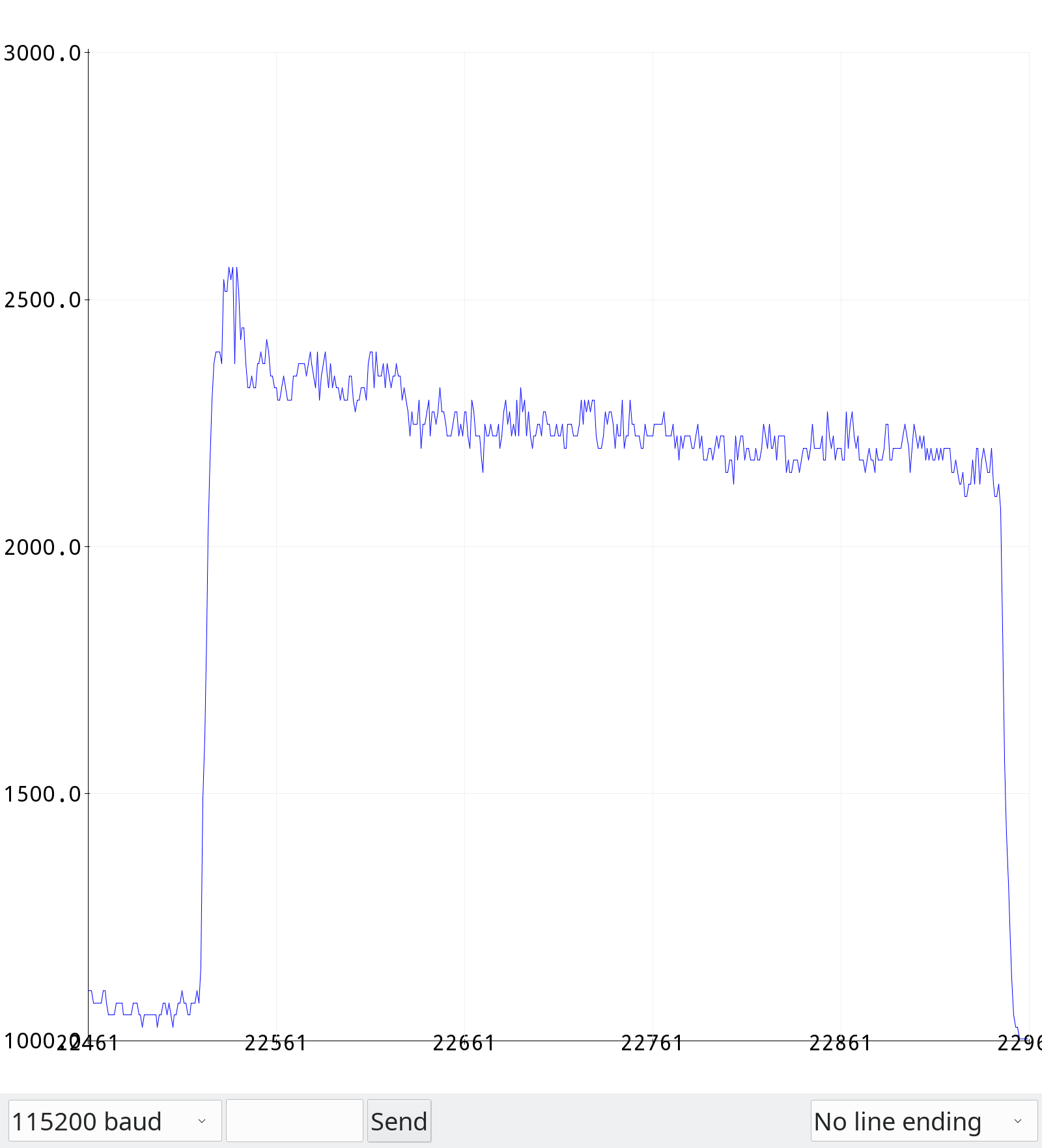
.Here’s 1.3mm: video, current:
1.4mm: video, current (no idea why it’s smaller than 1.3mm):
1.5mm: video, current:
And I stopped at 1.5mm for now.
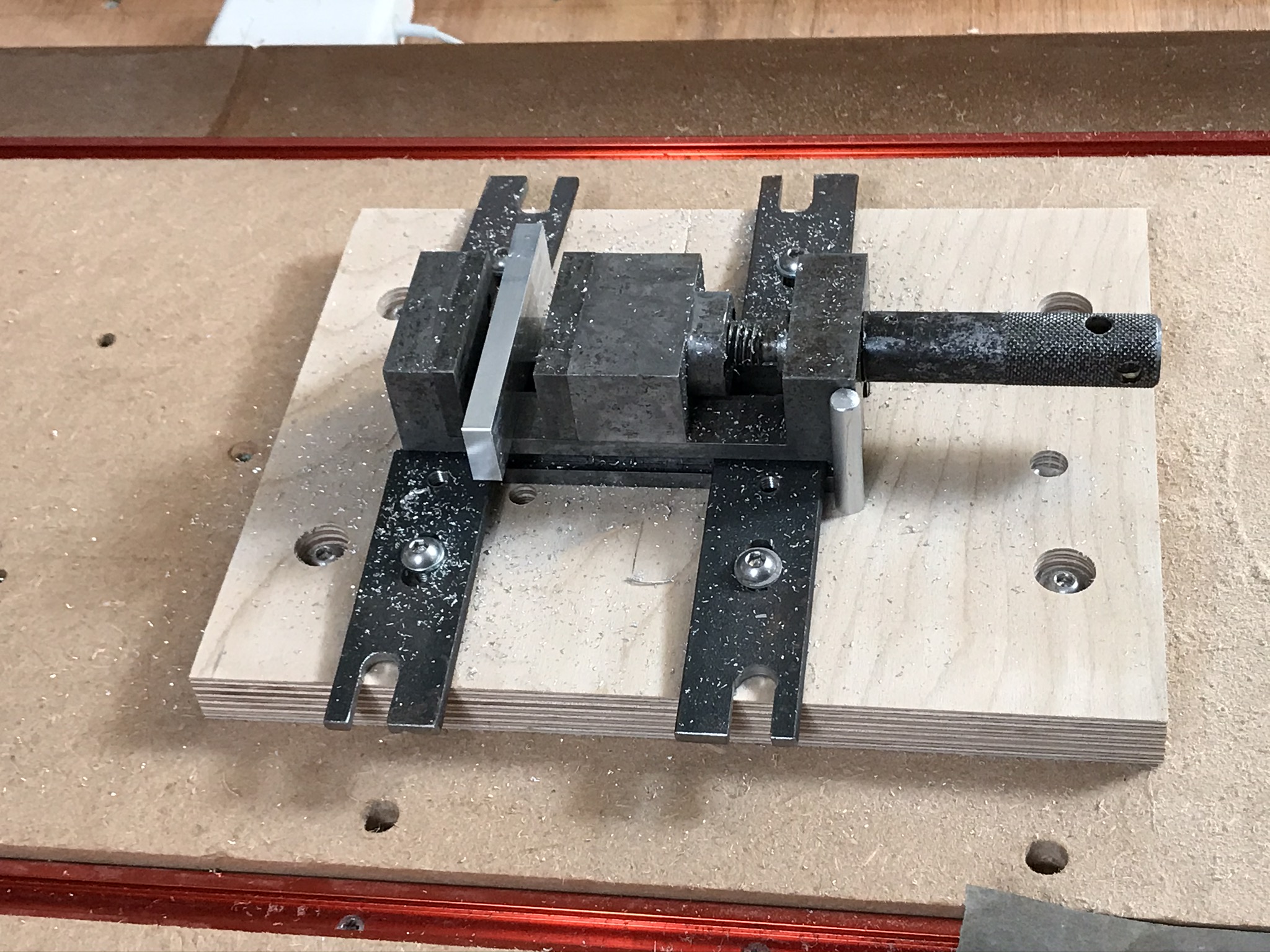
The problem now seems to be the vise. I always see after the cuts that look like this that the stock has been lifted a little bit out of the vise.
Are those sounds I hear (particularly the brief high-pitched squeals) chatter or something else? Is it the vibrations that are letting the stock slip out of the vise or the axial cutting forces?
In those videos there looks to be some pretty large vibration going on, the whole base of the machine seems to be vibrating, vice, workpiece and all, I can see the chips dancing and falling down the slot like pennies in an old arcade machine.
(the 1.5mm link doesn’t seem to work but the 1.4 was enough…)
The spindle is slowing down during the cut but this motor doesn’t have any speed feedback to the controller does it? If not then that’s entirely expected for it to drop from the no-load speed.
On my Shapeoko I’ve had to use a small machine vice for some small parts;
Despite being a relatively heavy bit of steel the vice just isn’t big or heavy enough, or well enough attached to be rigid with the baseboard. I get way more vibration on parts in this vice than those I just tape and glue to the baseboard and can’t go anywhere near as fast before the bad noises start.
Are you using the ‘normal’ Nomad vice and workholding for this?
Maybe you could try grabbing a chunk of heavy steel plate and using that as a mounting plate for the vice to reduce some of that movement with some extra mass and rigidity?
Folks like vince.fab have presumably got some experience with workholding on the Nomad and how to minimise the vibration?