How hard do you want to push the machine? 2in x 1in x 1mm = 51.2mm x 25.6mm x 1mm = 1310mm³ = 1.31cm³.
Thinking about the time in terms of MRR:
-
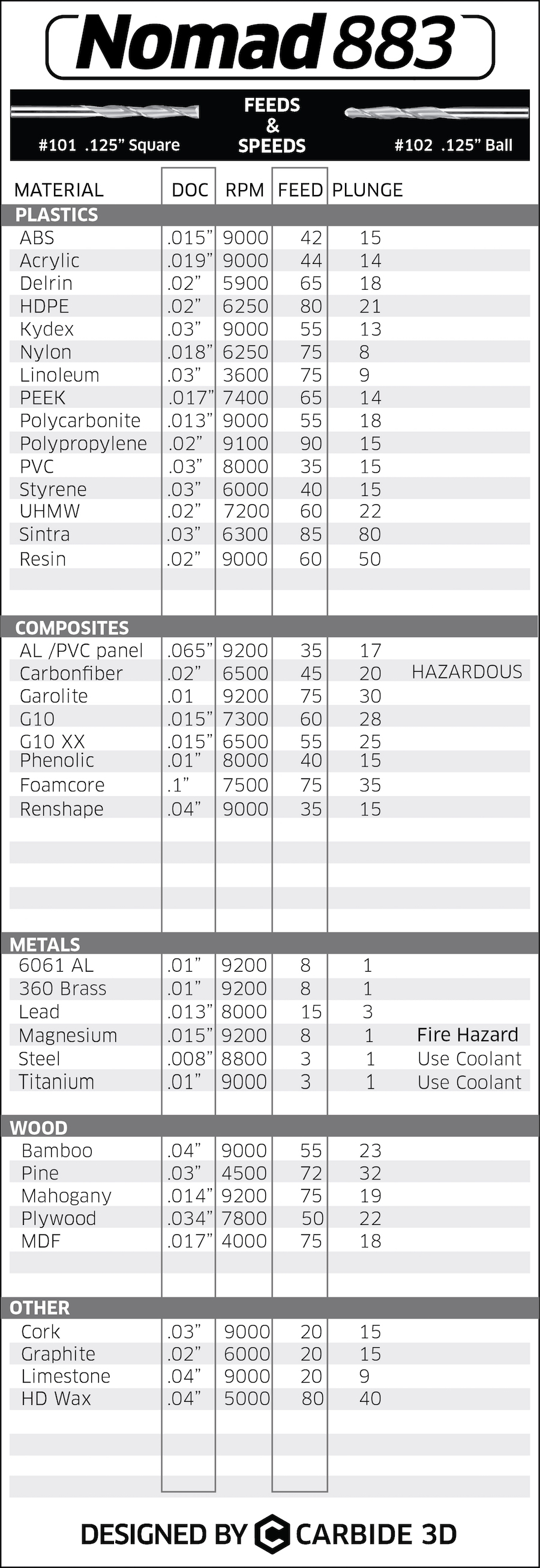
Using Carbide 3D’s recommended feeds and speeds, you get 1/8in * 0.01in * 8ipm = 3.125mm * 0.256mm * 204.8mm/min = 163.84mm³/min = 0.16cm³/min, so you’re looking at around 8 minutes to carve out your hole.
-
Using the parameters Julien mentioned from Windston’s video, you’re getting MRR of 0.0625in * 0.012in * 20ipm = 1.6mm * 0.31mm * 512mm/min = 251.66mm³/min = 0.252cm³/min, so you’re looking at 5.21 minutes per hole (this differs from Julien’s calculation because it assumes you’ll alter the stepdown).
-
If you want to push the machine to its limits, I managed to push a 3mm single-flute endmill at 10kRPM, 250mm/min, 2.7mm radial engagement all the way to 1.5mm axial engagement, so MRR of 1.01cm³/min. That’d get your hole done in 1.3min but that’s seriously stressing the machine.
{kind=link}
But, all the talk so far has been about turning the entire square into chips. If you’re cutting through the entire material and not pocketing, you can just slot around the perimeter. That would give you a toolpath length of roughly 6in per layer. With Carbide3D’s recommended 8ipm, that’s 45s per layer with 4 layers, so 3 minutes without troubling the machine at all. If you want to go for maximum MRR, you should be able to push that much further. I’d expect you to at least double that feed rate with a 2-flute endmill.