Okay, did it again after surfacing. It wasn’t actually that my facing was wrong, it was that the stock had been lifted up out of the vise at some point.
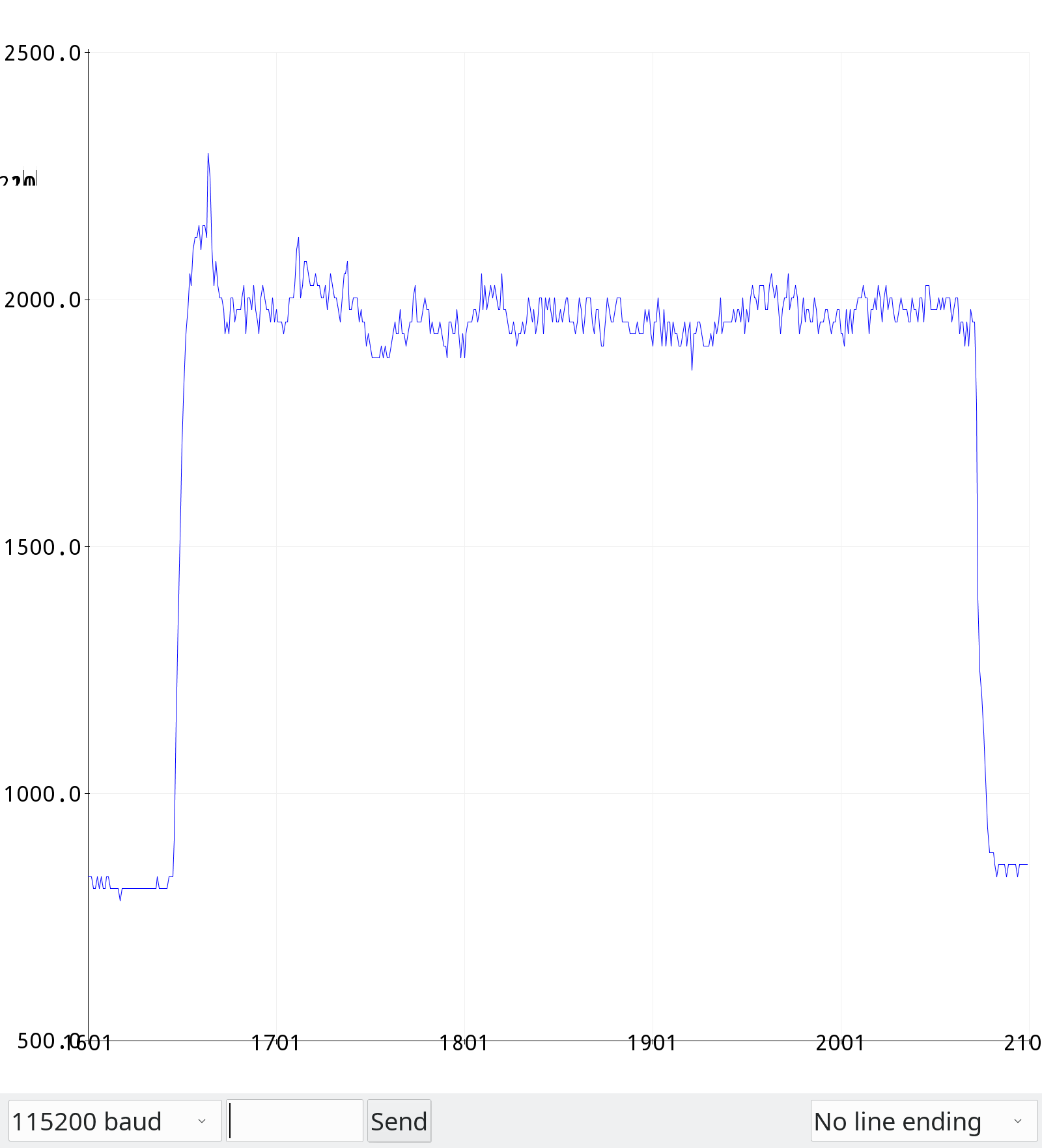
Here’s 1.2mm: video, current:
.
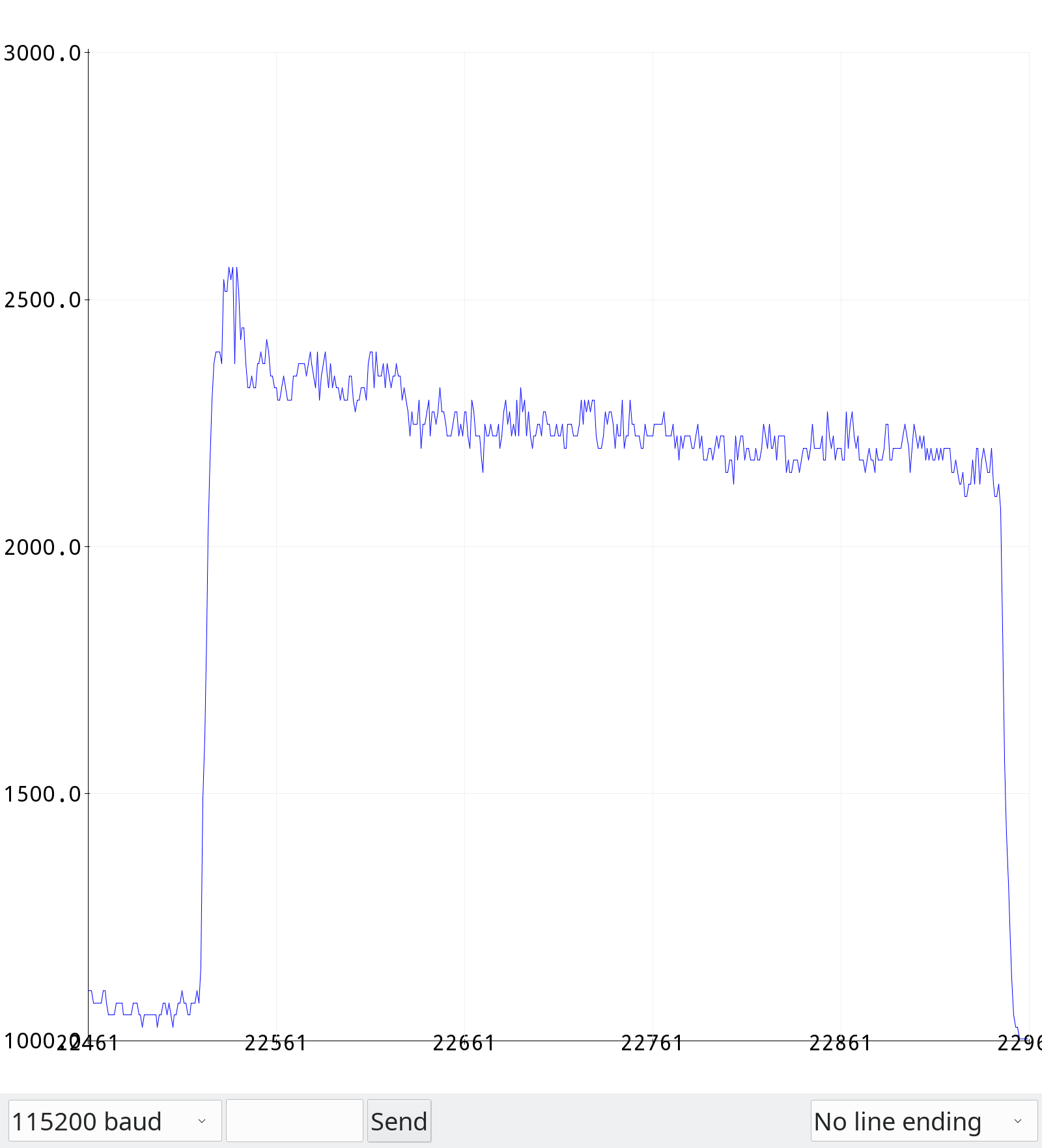
Here’s 1.3mm: video, current:
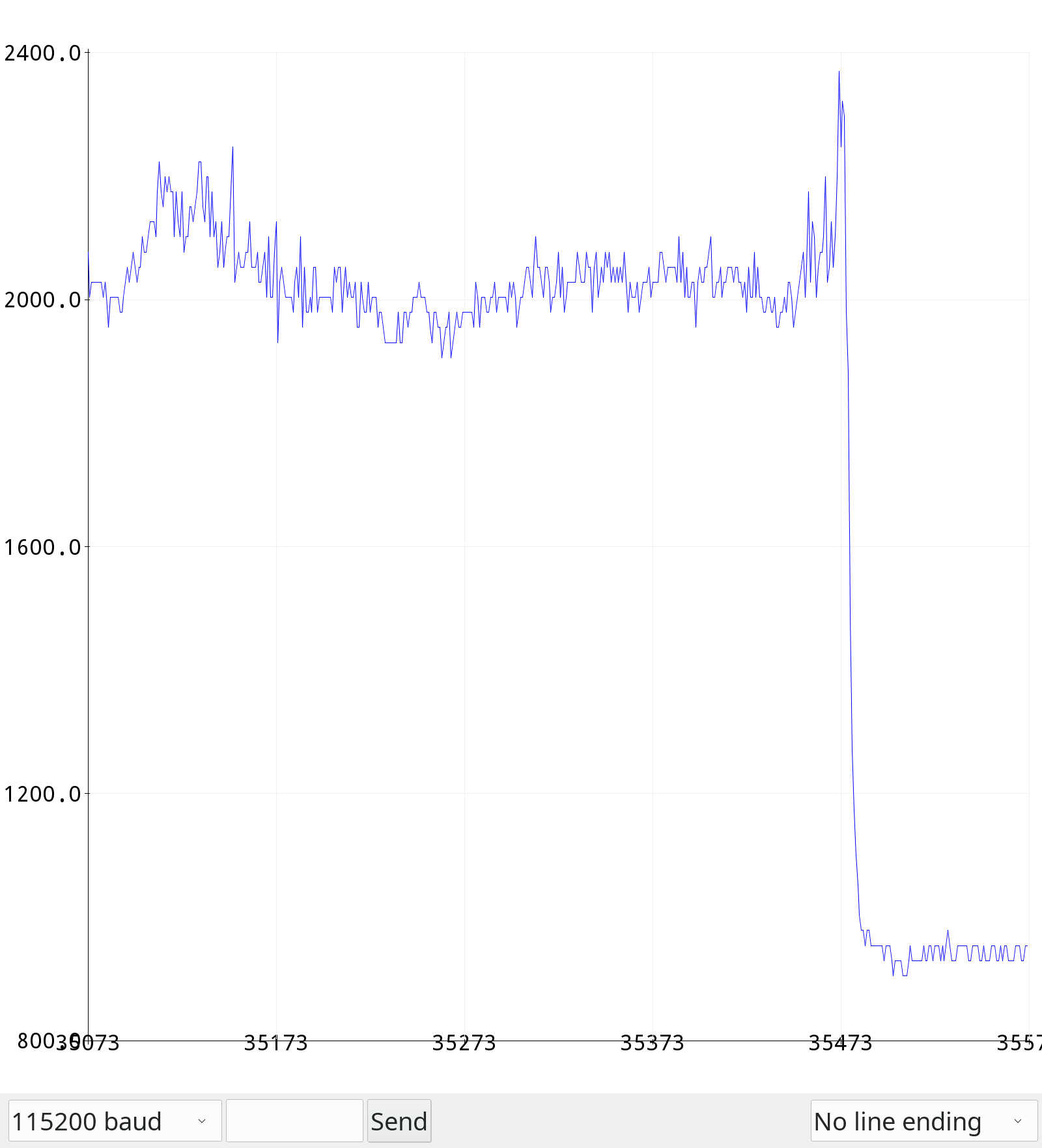
1.4mm: video, current (no idea why it’s smaller than 1.3mm):
1.5mm: video, current:

And I stopped at 1.5mm for now.
The problem now seems to be the vise. I always see after the cuts that look like this that the stock has been lifted a little bit out of the vise.
Are those sounds I hear (particularly the brief high-pitched squeals) chatter or something else? Is it the vibrations that are letting the stock slip out of the vise or the axial cutting forces?