Can somebody help me understand actual clock time to cut a 2"x1" square hole in 1mm thick aluminum?
I thought the nomad may be the ideal machine for me, but I see now its rate of material remove is much less than the Shapeoko 3 pro, so I’m wondering if I need the latter instead.
Can anyone help give me a ballpark estimate of time to cut that hole? And what if you add 6 more 5mm circular holes, and another 15mm circular hole?
If you think you will go for the Nomad3 or Shapeoko Pro, it would be worthwhile to download, install and learn Carbide Create software (it’s free and you can get it here. You could create your square hole and circular holes, and create toolpaths for them using the default feeds and speeds from the tool library for aluminium: CC will display an estimated cutting time, and you can then experiment to see how it is affected by the various cutting parameters.
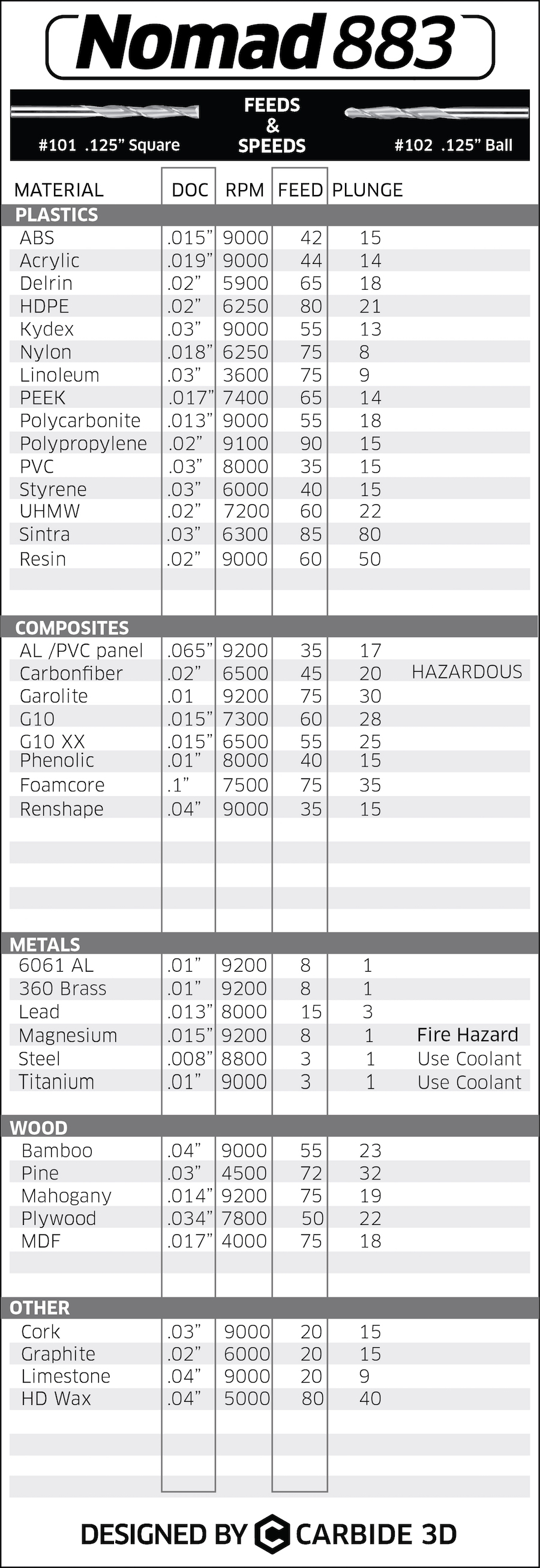
Let’s say you took the feeds and speeds recommended in the MaterialMonday series of videos, fourth video from the top, “Aluminium feeds and speeds for the Nomad”, for a 1/8" 2-flute endmill (102-Z)
10.000RPM, 20 inch per minute, 0.012" depth per pass, 0.0625" stepover
=> one cutting pass in your 2"x1" pocket would take (2 x 1 / 0.0625) / 20 = 1.6 minute
=> to get all the way through 1mm will take 4 passes, so that pocket would take about 6.4minutes.
Each hole will probably add a minute or so, so I guess you would be looking at something in the 10-15min ballpark.
The Nomad3 and SO Pro XXL are obviously very different machines so it really depends on the quantity and size of pieces you would like to produce, as well as the tolerances you are after. The Nomad3 should have better precision, but as you noted will not be able to reach the same material removal rate you could get on a SO Pro with 1/4" or larger endmills. If you need e.g. to make lots of parts with moderately tight tolerances, the large work area of the SO Pro could turn out to be very useful to mill tens of them at a time.
I just installed the latest versions of CC and CM. In the past versions the CC tool path would over estimate the time to cut by double. When you would load a gcode into CM that CC said one hour CM would typically estimate about 35 minutes to machine. However I have used my phone stop watch and the reality was more about 40 minutes.
These are general numbers and each job is different but this is what I have observed. I think the time in CM is probably true for actual cut time but I dont think that time estimate takes in to account retracts, rapid movements and the use of the BitSetter.
As Julien suggested download CC and create some files and tool paths and see what they estimate but take it with a grain of salt. Mileage varies.
I cut these sorts of things all the time in 6061 aluminium and CZ121 brass on the old Nomad… the times Julien has for the holes seem a little conservative - I’d say 10-20 seconds each, but overall it feels about right at 10,000RPM.
The Nomad 3 has a faster spindle and supposedly more rigidity so in theory should easily beat that estimate.
How hard do you want to push the machine? 2in x 1in x 1mm = 51.2mm x 25.6mm x 1mm = 1310mm³ = 1.31cm³.
Thinking about the time in terms of MRR:
Using Carbide 3D’s recommended feeds and speeds, you get 1/8in * 0.01in * 8ipm = 3.125mm * 0.256mm * 204.8mm/min = 163.84mm³/min = 0.16cm³/min, so you’re looking at around 8 minutes to carve out your hole.
Using the parameters Julien mentioned from Windston’s video, you’re getting MRR of 0.0625in * 0.012in * 20ipm = 1.6mm * 0.31mm * 512mm/min = 251.66mm³/min = 0.252cm³/min, so you’re looking at 5.21 minutes per hole (this differs from Julien’s calculation because it assumes you’ll alter the stepdown).
If you want to push the machine to its limits, I managed to push a 3mm single-flute endmill at 10kRPM, 250mm/min, 2.7mm radial engagement all the way to 1.5mm axial engagement, so MRR of 1.01cm³/min. That’d get your hole done in 1.3min but that’s seriously stressing the machine.
But, all the talk so far has been about turning the entire square into chips. If you’re cutting through the entire material and not pocketing, you can just slot around the perimeter. That would give you a toolpath length of roughly 6in per layer. With Carbide3D’s recommended 8ipm, that’s 45s per layer with 4 layers, so 3 minutes without troubling the machine at all. If you want to go for maximum MRR, you should be able to push that much further. I’d expect you to at least double that feed rate with a 2-flute endmill.
I read about slow feed rates and wasn’t sure if we were talking minutes, hours, or more. 15 minutes per part is on the high end of what’s acceptable (I’ll plan to do 100+ per month) but should be okay.
However, I’m wondering if the Pro is a better machine for my needs. If the true tolerance difference is 0.005 or 0.01" - this is practically immeasurable for what I’m doing (cutting holes for switches, pots, screens, etc). Plus I could eventually build a rig to do multiple units at once.
My only hesitation with the Pro is that it seems I’ll need to buy more accessories (e.g. bit zero, which hasn’t been available for a long time? other stuff too?), the machine itself is out of stock, and that it’s not as beginner-friendly and requires more maintenance over time. Perhaps I’ll post over in that forum unless anyone here has some input on that choice.
The Pro should be just as easy to use as our current machines (and easier to assemble) — we’re currently at the early adopter phase, w/ only a video for assembly, but we’re about to launch the XL size:
Maintenance should be similar — both machines have belts for linear motion — the difference is the self-lubricating Delrin V wheels on aluminum V rails of the standard machines are replaced w/ linear rails like to those already used for the Z-axis, so one adds the need to lubricate them as one would the Z-axis. It’s been a while since we sold a belt-drive Z-axis machine.
Well since this is in the Nomad category… The Nomad series (unless you are @Moded1952 and start modifying it practically right out of the box!) is pretty much a setup and go machine. Maintenance is pretty much limited to cleaning it out and occasionally lubricating the bearings and the leadscrews. Shapeokos come with some big advantages with regards to speed and working space but you have to put it together, square, tram, tension belts, etc, etc. The crash failure mode of a Shapeoko usually means skipping steps and just keep on going ending with a mystery as to what went wrong. Whereas the Nomad failure mode tends to be it stalls in the material and turns itself off.
Full Disclosure - I own a Nomad and do not own a Shapeoko!
I’d absolutely recommend the Shapeoko for your purposes. The Nomad can do the job but if you don’t need the precision or compact form-factor go for the Shapeoko. The Shapeoko is larger and traditionally less precise (not sure if that holds anymore with the Shapeoko Pro) but it has a drastically larger working area and capacity to run with a real spindle.
I think the working area is the real killer here because it’ll allow you to do a huge number of parts in bulk. Assuming you have say a 150x150mm part, that’s a setup per part on the Nomad (can’t fit more than one in the Nomad’s working area). That means you need to manually put in new stock for every new part. If the job takes 5 minutes, that means every 5 minutes you need to come back to the machine, release the finished part, swap in stock for the next part and run the job again, so you’ll be tied to the machine and spend tons of time babying it through its job.
On a Shapeoko Pro XXL with its 33"x33" working area, you could bolt down a sheet of 1mm Aluminium, run the job, go do something else and come back in 2 hours to 25 parts waiting to be taken.
In this situation, I think you could easily get 75 parts done in a single working day while doing other work at the same time.
So I think the Shapeoko Pro can seriously save you a heap of time.
On the other hand, at least with the Shapeoko, there are accessories.
For example on the Nomad, there is no first-party solution for chip clearing. This is fine when you’re cutting soft materials like wood and plastic (which seem to be the machine’s intended purpose) but when you’re cutting Aluminium, I’d say chip clearing isn’t an option, it’s absolutely essential.
The Shapeoko has a first-party dust shoe, so has a solid advantage there.
And this comes back to the Shapeoko saving you time as well. With the Nomad, without any chip clearing, you’re going to have to frequently clean the machine as Aluminium chips get everywhere. With the Shapeoko and its dust boot, there might not be any chips to clean.
{kind=link}