This is a continuation of the saga started in this thread but I thought it was time for a new thread since it’s been quite a while since the original thread topic was discussed.
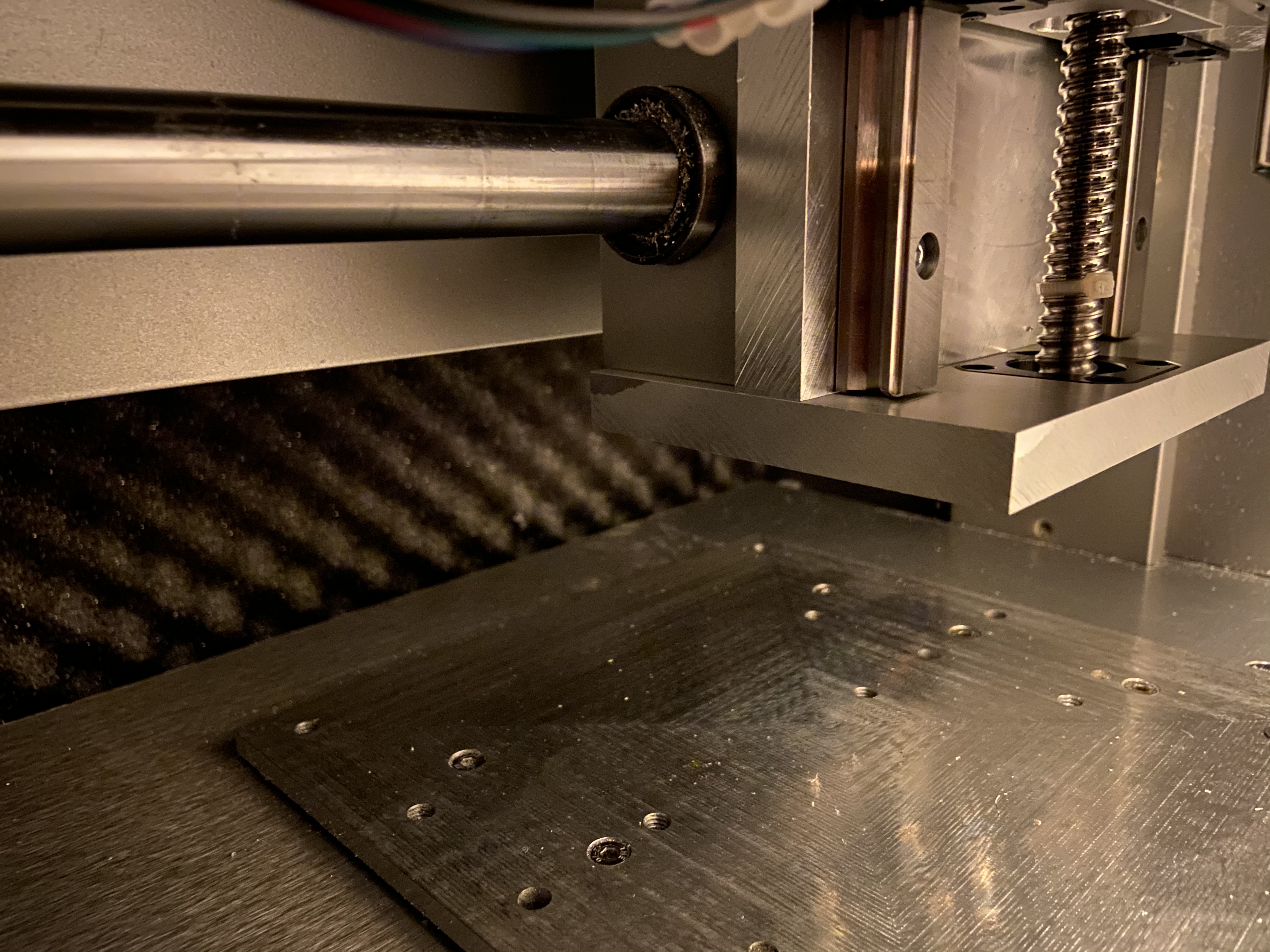
A quick recap of that massive thread for anyone who wasn’t following: After being disappointed in the Nomad 883 Pro’s inability to hog through Aluminium, I embarked on a quest to rebuild it better suited to my purposes. I’m starting with the Z-axis, which is based on TBI Motion ballscrews and linear rails. The new spindle is a Mechatron HFP-6508-30, which is a 65mm, 800W, 30k RPM spindle.
Here’s what the new Z-axis assembly looked like in CAD:

I got all the parts I ordered and after a long saga, managed to machine the Z-axis plate and assemble all the parts.
So, ladies and gentlemen, may I present my new Z-axis!
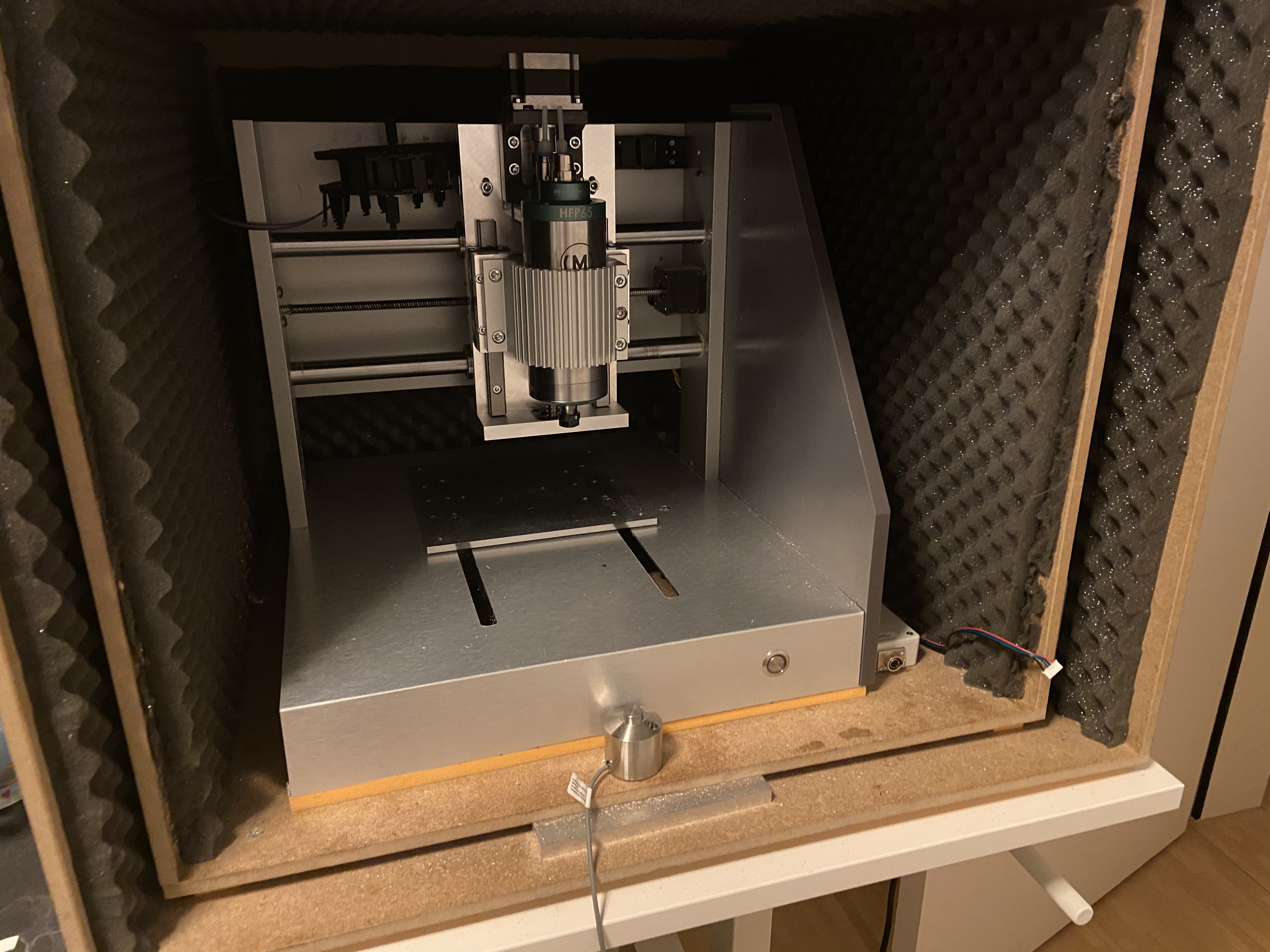
I think the Z-axis itself is a fairly straightforward design, all of the parts are off-the-shelf save for the backing plate, carriage plate and mounting plates. Those were all machined on the stockish Nomad and were simple apart from drilling holes into the end of the backing plate and a little bit of two-sided machining.
The part I’m most happy with is that this is a bolt-on addition to the stock Nomad. I even crimped the stepper motor cable to the same Molex connector the stock Nomad uses. Installation is completely non-destructive and utilizes the Nomad’s existing mounting holes:
The Z-axis itself was also fairly cheap, the materials cost $308.88 for the linear motion parts, 49.96€ for the Aluminium stock and maybe 20 CHF for all the screws and inserts and whatnot, so I think <$400 in total (excl. shipping) and you could do it even cheaper if you used unbranded rails and ballscrew. The biggest expense was the spindle and accompanying parts (VFD, cooling etc.), at ~2000€.
Anyhow, next step is wiring up the VFD. I’m thinking that at the same time, I might move all of the electronics out of the Nomad chassis and into a control box. That’s going to be a whole project in itself, so it’s probably going to be at least a few weeks until I can actually use the spindle.
Oh, I also need to install the limit switches…


