Lead screw nuts
Anti-backlash until you overcome the spring force.
Down into the rabbit hole.
When I first received my Nomad it suffered a broken lead nut during shipping and Carbide3d quickly rushed out a replacement. Well they sent me a whole new stepper and that’s what kicked off this little journey.
Yes there are some high tech Anti-backlash nuts available on the market and I’m currently waiting on a few email replies on price. The stock ones are radial but axial and torsional nuts can handle higher loads while minimizing drive tq. This is important when you only have Nema17s.
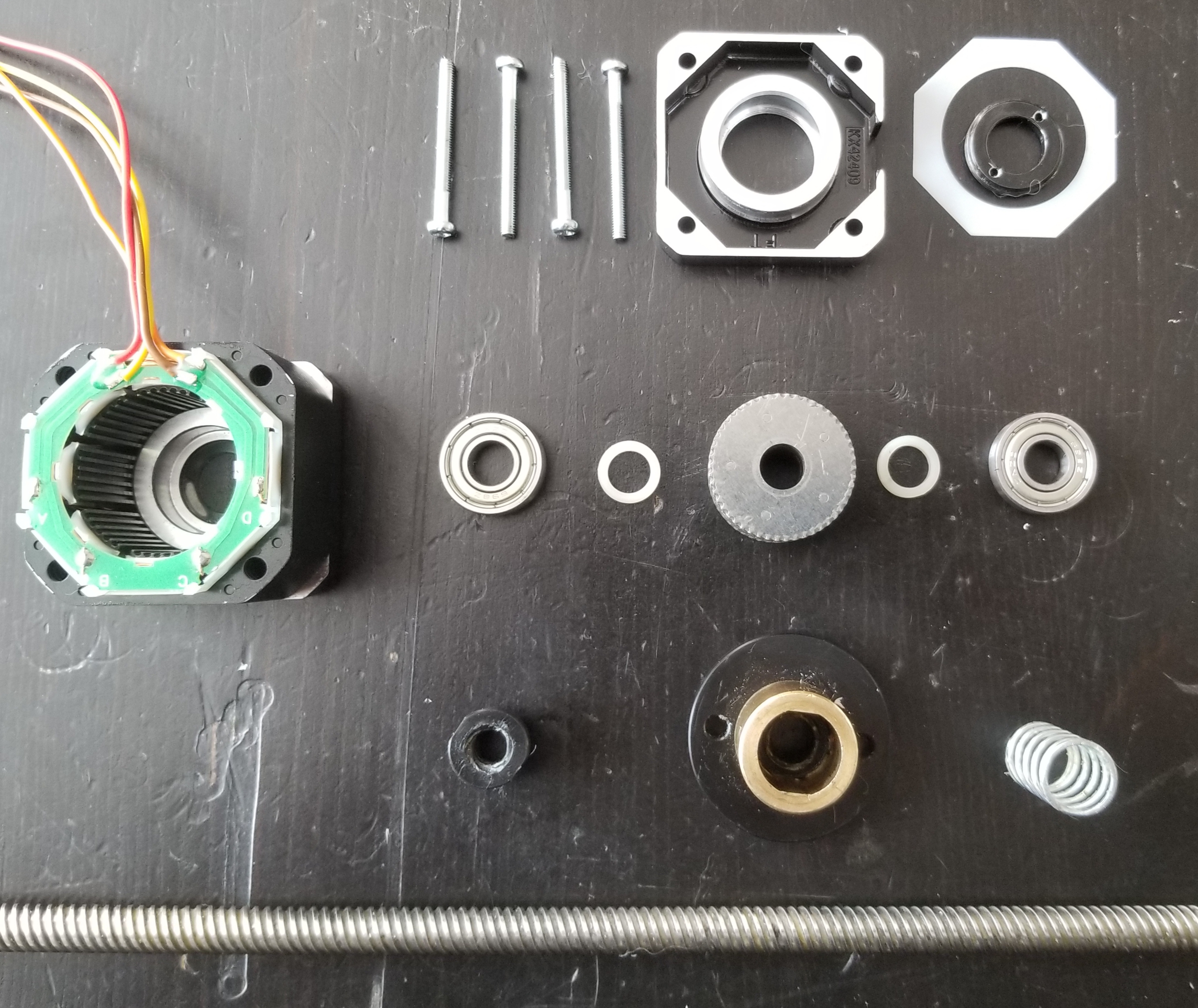
That’s where the extra stepper comes into play. I was able to fully dissemble it and remove the shaft without damage. Why do that you ask? Well if the inquires into heavier duty leadnuts fizzles out, then I’ll just replace the entire lead screw with a ballscrew. Definitely a “hold my beer” modification for the master Tinkerer in an effort to minimize machine modifications while maximizing performance. Anyway, ballscrews were already ordered because of a potential shipping delay. They will need some custom lathe work but I’m confident that this modification would be 100% worth it.