Nomad Pro883
Step 1 - find a good road and let her rip!
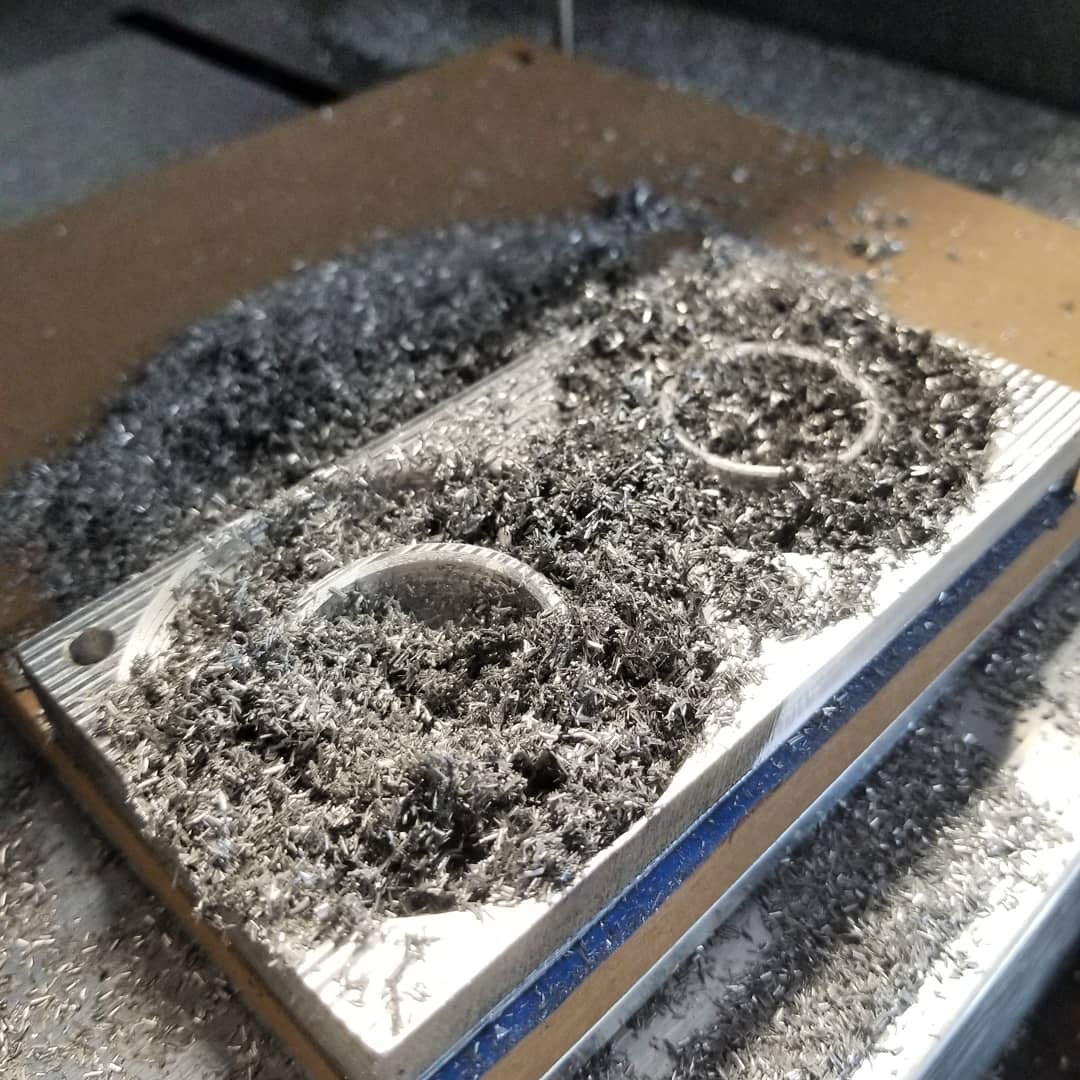
Baseline testing 6061 with 0.125 2 flute straight and ball.
Nomad Pro883
Step 1 - find a good road and let her rip!
Baseline testing 6061 with 0.125 2 flute straight and ball.
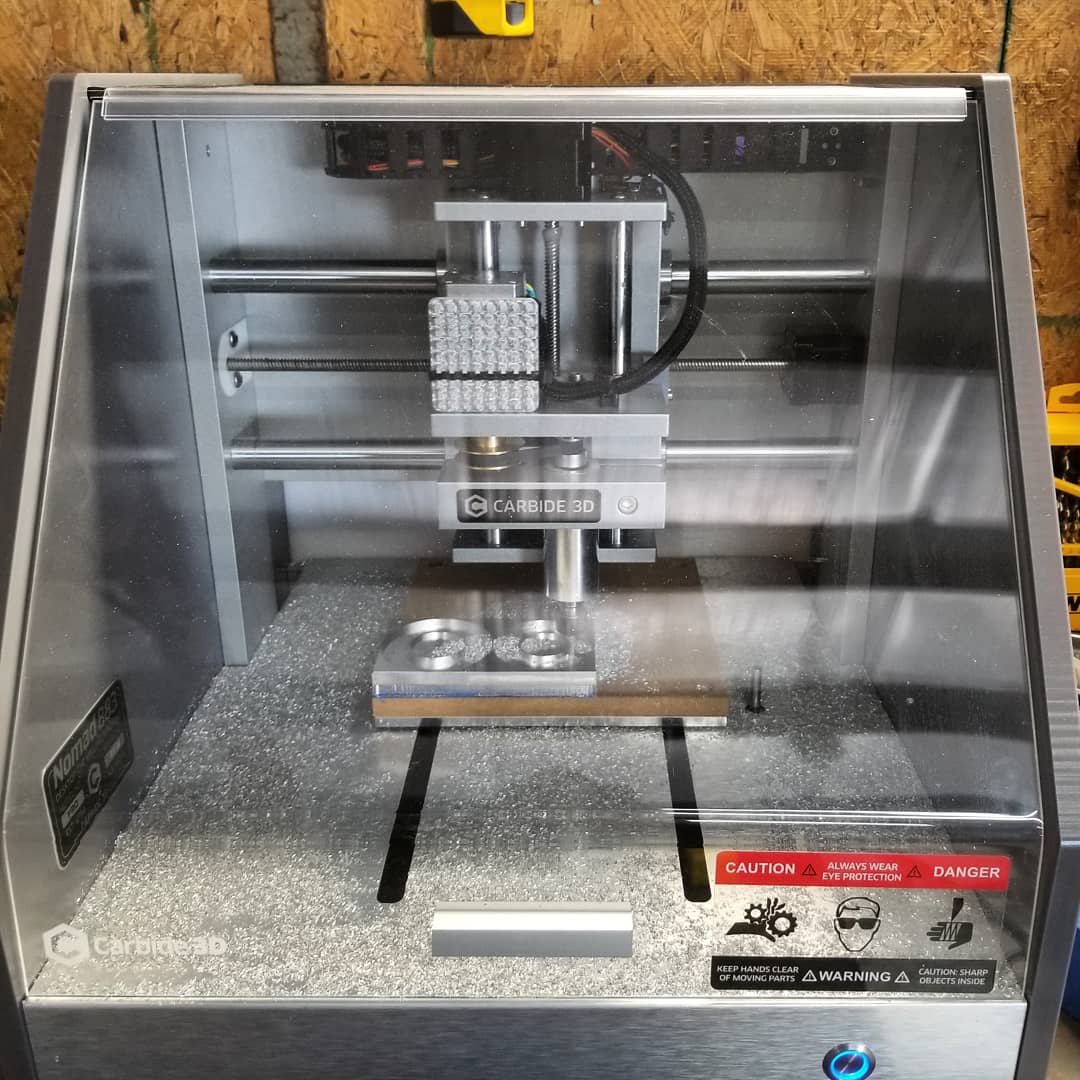
And the mods begin - heat Sink on the spindle motor.
Very cool Mr. Vince! About how long did it take to run that on the Nomad?
Dan
Just saw an opportunity to use a heatsink I had machined on the Bantam. In a few words, I’m not comfortable with things that are uncomfortable to the touch. Plus I have researched the Nomad section and have seen that was a common upgrade. At the cost of a single zip tie and probably 20-30 degrees difference I’ll take it!
@DanoInTx thanks! It took a little over 2 hours with a face, adaptive rough and ball finish. I have speeds and feeds if you guys want and it is interesting the difference in machining compared ti the shapeoko platform.
2 hours actually isn’t bad, better than I’d thought actually. I’ve always had this picture in my mind of running a Nomad as similar to when I’ve used a tiny Mighty Might Dremel to hand carve when my larger Dremel bit the dust (no pun intended). Really cool!
Dan
Funny enough, it seems to like a lot more tool pressure to keep chatter under wraps. I’m loving the tq and it does change things.
Anyway. It’s pretty dang accurate…but I’m not a fan of the limit switches.
It’s just screaming for more rpm…but until then we doing driver mods
Not having the power to overcome cam mistakes. Is it weird that I like that?
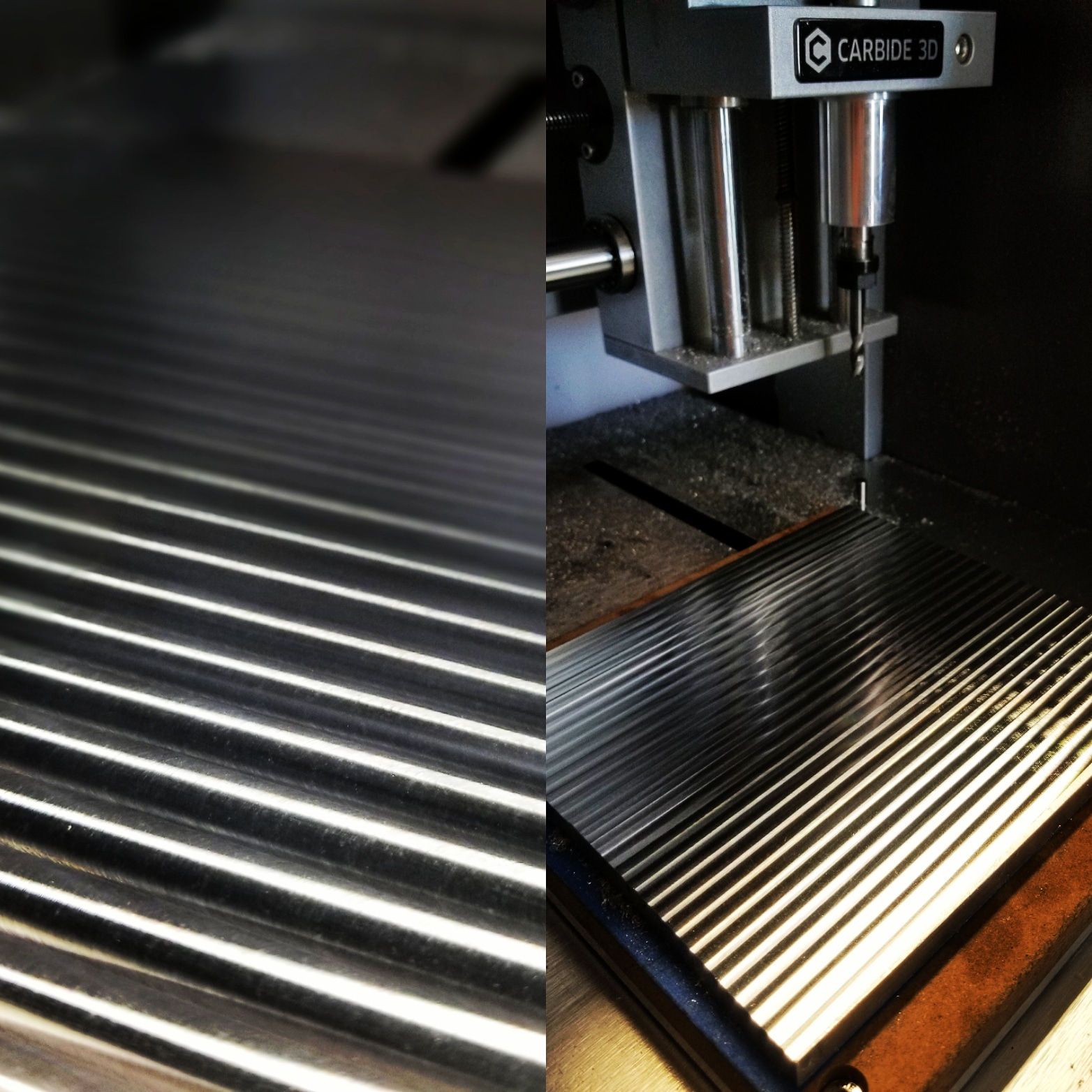
Just makes you a better machinist I imagine. Have to ask if the facing on the top surface of those parts were done by Nomad or Shapeoko? Looks beautiful.
Its funny how a sudden 0.010 cut full width will make it shudder sometimes and that all translates into the finish.
Everything was nomad done (er hacked 1/4 collet with nomad 3 flute endmill), dry facing in 0.005 steps/0.002 chip, wd40 wet 0.001 finish step with 0.001 chipload. That’s what gives it the rainbow effect, classic MarvGro tech 
Wish I could have run the inside semi-wet but really interested to see its absolute limits
I guess that your next quest will be to find a more powerful replacement spindle that will fit the Nomad.
0.005 steps? As in that’s your stepover or your stepdown?
0.005 axial and 0.200 radial I think
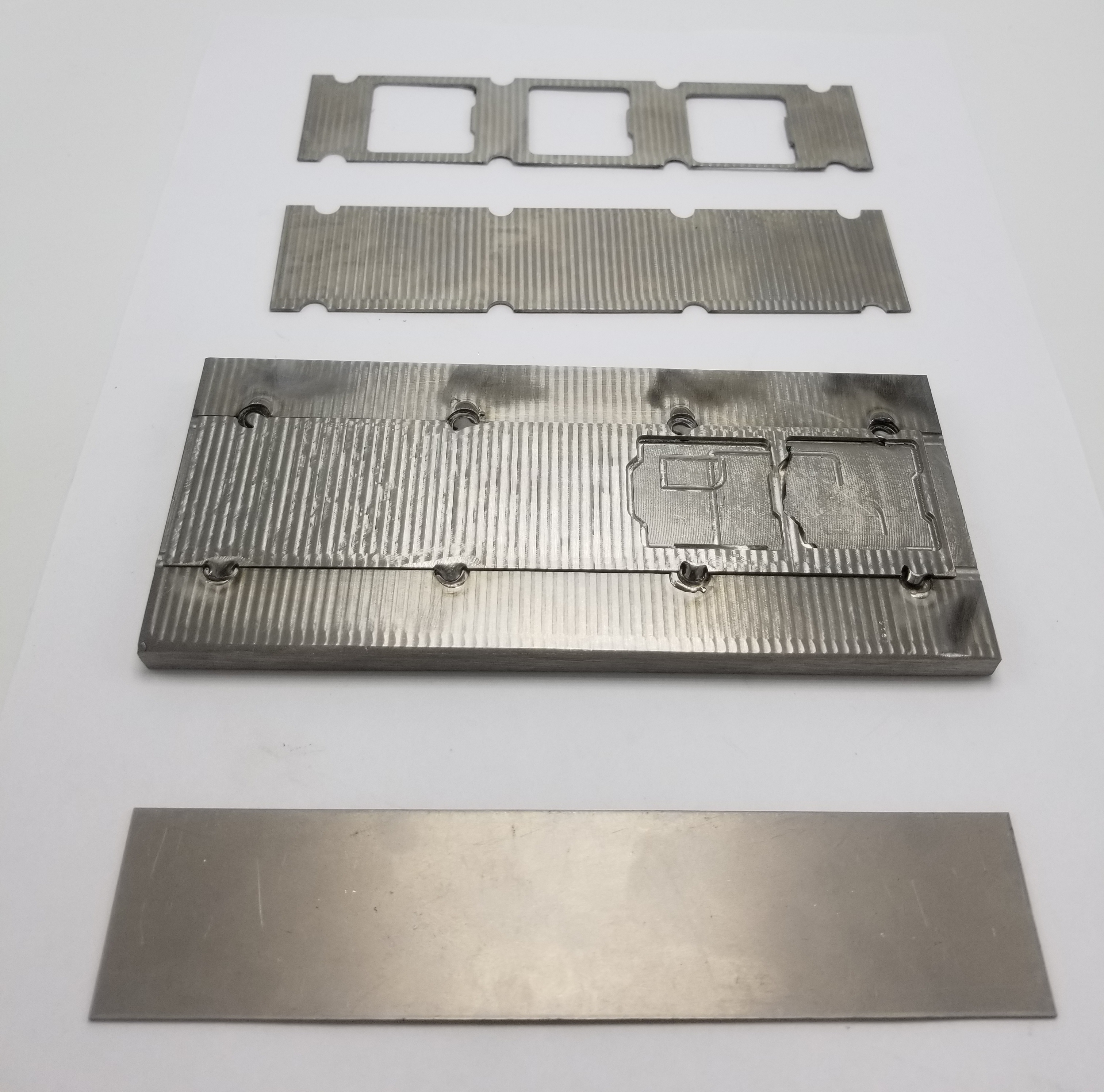
Titanium
I’m guessing here but you milled the sheet of titanium to remove the holes, folded the sheet to give you a cube where you inserted this micro Nomad, maybe pressed/soldered in place and probably also milled on the Nomad?
The ti sheet was cut in individual pieces then a tig welder used to micro-tack the corners with about 10 amps.
The internal XYZ was done on the Bantam Mill because honestly, in stock form it’s more repeatable and has a really nice fixture probing option. Once the limit switches are changed I’m sure the Nomad will be up to snuff. They are press fit into the cube because that’s how that machine is assembled. All part of the creative objective.
Even the tig welding was planned to set the project aside from the other submissions. That workflow allowed each piece to be machined on all sides.
That belt though
Lots of heat
Very cool. See you have the WD drip in action. Havent looked at the belt and pully system as a source of friction/heat. Going to have to do that next time.