I had to change the plunge and and the step over to a half the stock values. I break one bit the first time.

Which alloy were you cutting?
Which CAD/CAM tool? Carbide Create?
6062 T6 aluminum and yes Carbide Create
I’ve used the default aluminum profiles quite a bit on the nomad 3. They’ve always been very conservative starting points.
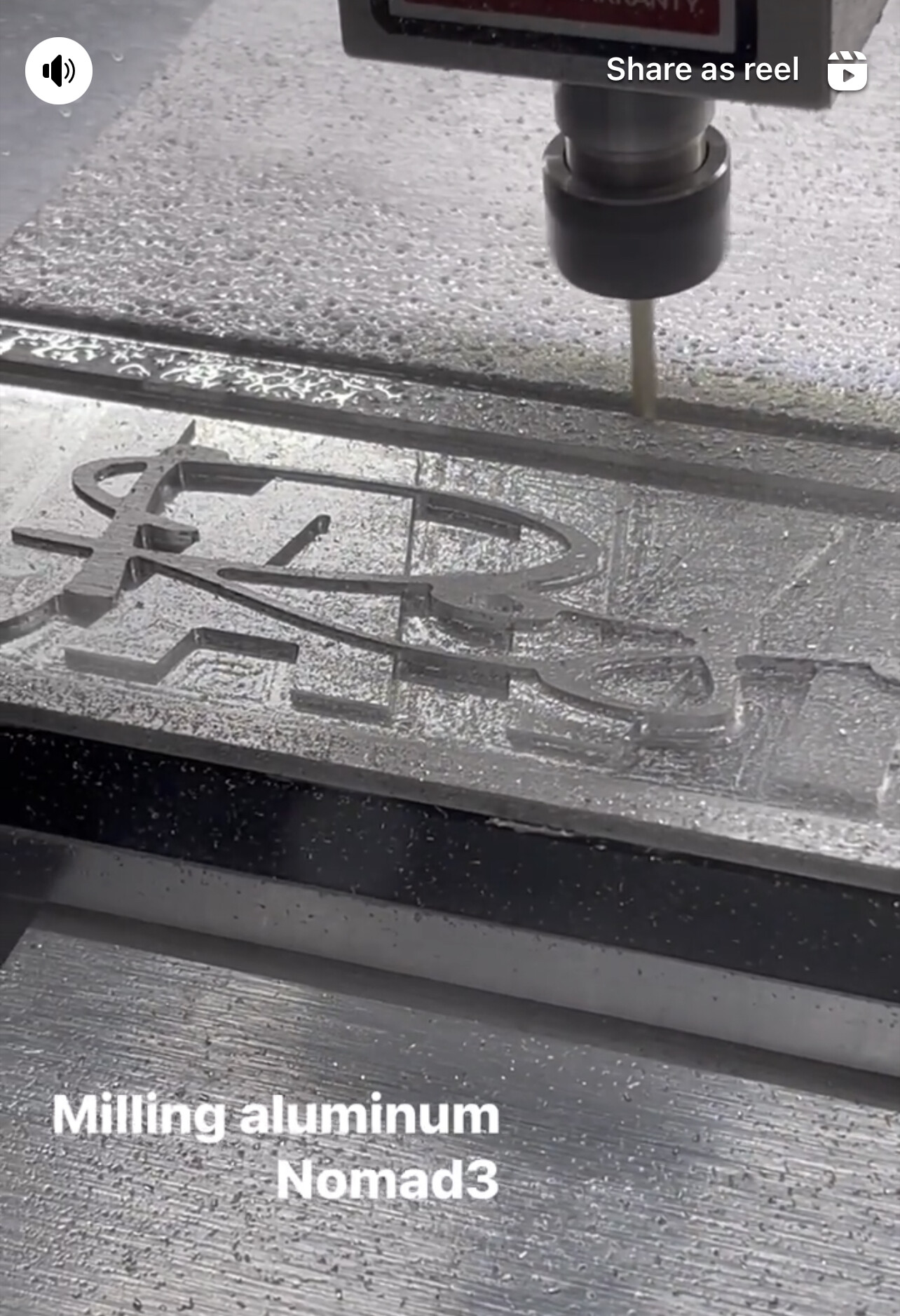
I wonder if the 6062-t6 is much harder than the more traditional 6061-t5 that the parameters are likely designed for ![]()
Cutting it back by half seems excessive if the difference isn’t much, especially since it looks like you are using coolant(?)
I don’t doubt your results with cutting the params in half, just surprised it’s all.
1 Like
I broke the 102-z at the beginning in the plunge a brand new bit that’s why I did those changes maybe you’re ring this is my first time with aluminum and I don’t know much about materials, and quality, I don’t know a specific place to get them
Link shows comparison of AL alloys.
By the way I am not using the carbide pro, do you think the parameters are deferent or are those the same?
Carbide Create and Carbide Create Pro have the same feeds and speeds. The one difference which would apply here is Pro having the option of ramping in, which has the potential to help with cutting tough materials.
Sorry the plunge rate is 254 and I had to lower to a 100
And the step over to 1.500 the problem for me was the plunge rate pretty hard to fast and quite deep that’s whyI broke the bit. They came by two so I finished the job and pretty happy with the results
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
Normally I’d look at runout first with a break in plunge, especially at very conservative feeds. However, it doesn’t look like you were having issues with other metals and smaller tooling so it’s not as likely. Then I saw this…
Assuming that’s not a typo it’s most likely your problem. 6062 contains lead and bismuth (for increased machinability). These types of grades were intended for aggressive cutting on high rigidity machines. So the “increased machinability” can actually hurt you if you can’t take advantage of it.
If memory serves, it wants a much higher chipload or is likely to gum up. Cutting the plunge depth will help but honestly you’re probably better off switching to another alloy (even more so if this is for jewelry and it’s going to be in constant human contact). Straight plunges are especially bad as you are typically at a low chipload and functionally dwelling for a time at the end of the plunge. If you need to keep using the alloy I would keep the plunge depth low, increase the feed, and ramp into the cut. Can’t really be more specific than that as I don’t have the feed/speeds or tool data.
Hope that’s useful. Let me know if there’s something I can help with or expand on.
4 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.