Hi Folks - my usually reliable Shapeoko is starting to behave anomalously and I’m hoping someone can advise how to cure it!
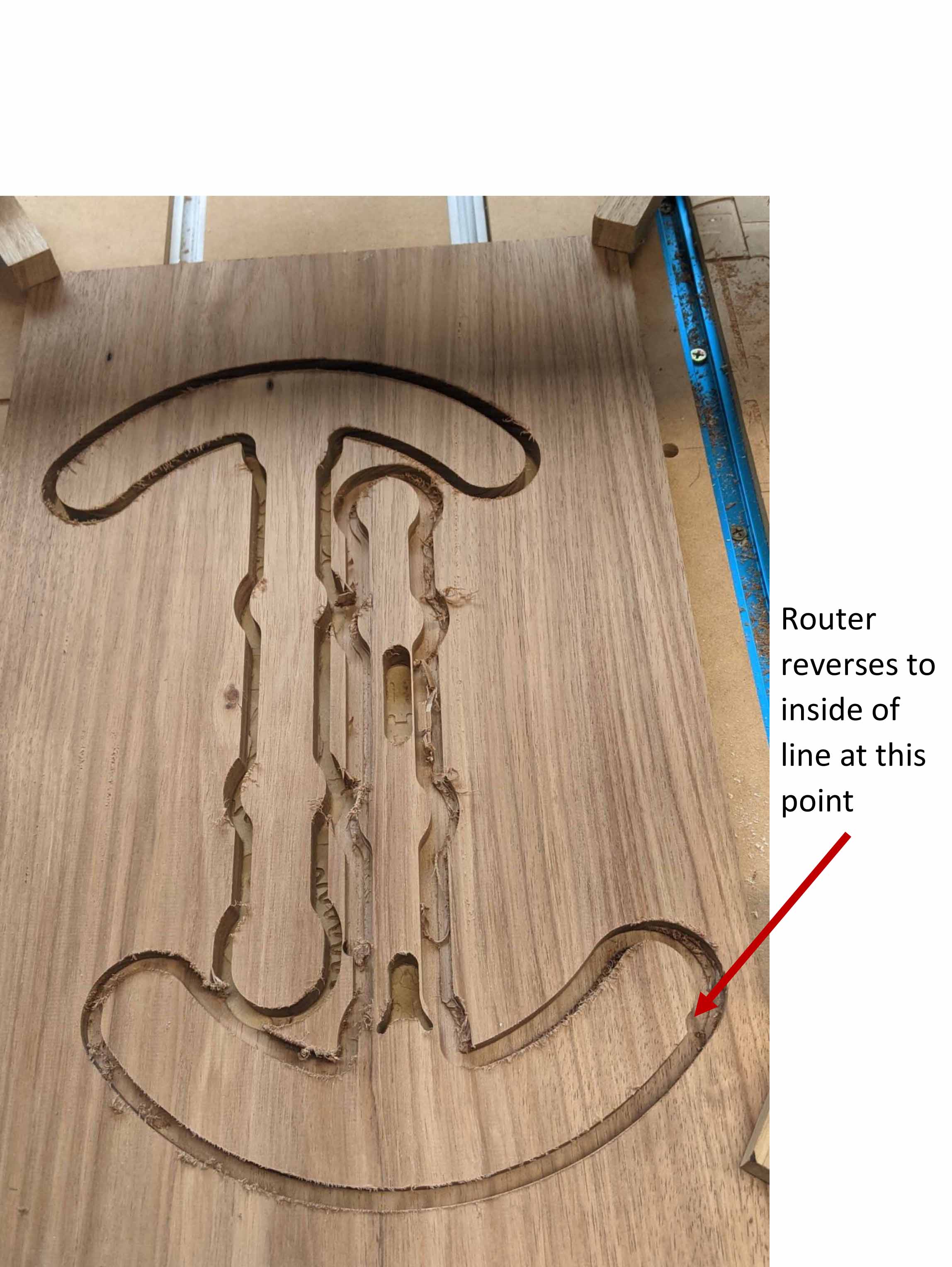
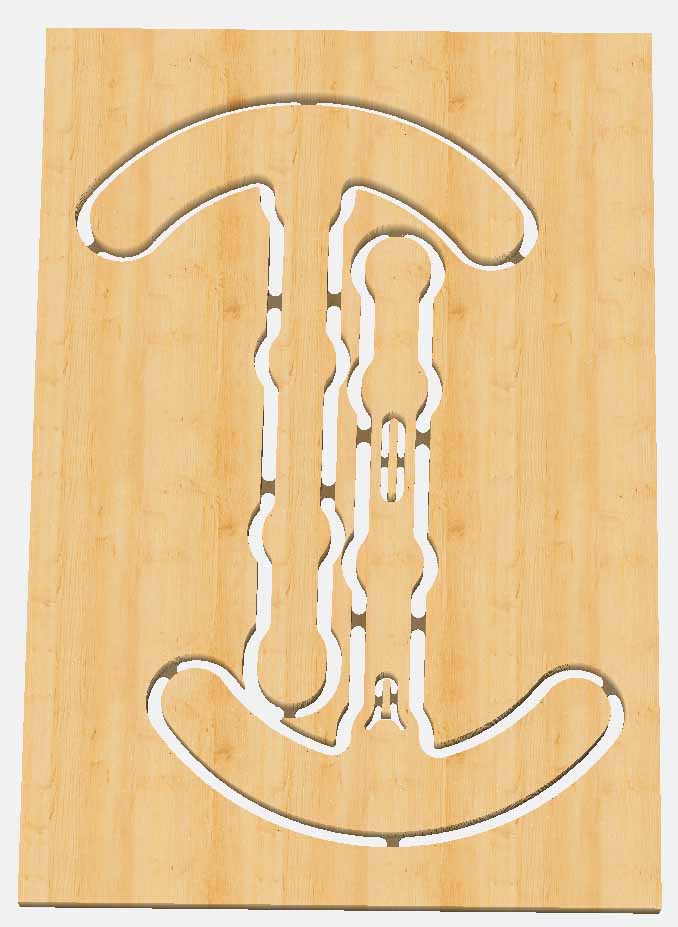
Sometimes it wanders off track part way through a cut. Shown below are two profile cuts made from a single G-code file into half inch blackwood. The first cut (upper left) was perfect, but half way through the second cut, the router appeared to move to the inside of the line to which I was cutting.
My Shapeoko (which I use with a bit setter) quite often resets the Z-axis zero point either above or below the surface of the wood stock, leading to no cut or plunging too deeply on the first cut. My order of operations is usually load file, install first cutter, allow bit-setter to measure Z position of cutter tip, zero bit to X,Y and Z positions on top of stock, run the file, which resets the bit setter - I then recheck the Z positioning (fast move to X, Y and Z+6mm - I use a 6mm shim for this) and this is where I often find the zero Z position has changed. What am I doing wrong here?
As always, any help would be fantastic. Cheers, Mervyn Mitchell, Tasmania, Australia
Cutting a slot just as narrow as the endmill is wide results in near constant 100% tooling engagement — best practice is to add geometry around the outer profile by offsetting to the outside and cutting as a pocket down to tab depth or the penultimate pass:
For the BitSetter issue, check if the button rotates freely — if it does, measure the height, then rotate it clockwise a couple of times, then measure it — is it different in height? Repeat, but rotate counter-clockwise. If the height changes at all, contact us at support@carbide3d.com and we’ll arrange to rebuild it.
If the button checks out, please make sure that you are always using the interface for every tool change — if you still have this difficulty send a .c2d file, generated G-Code, and step-by-step notes on how you are securing your stock and setting zero relative to it to support@carbide3d.com and we’ll do our best to look into this.
Not sure if this will help but pretty much the same exact thing happened to me recently and I found it was the bolt on one of the y axis pulleys was loose. Basically the y pulley was slipping, which was causing the y zero to shift during cuts. Good luck.