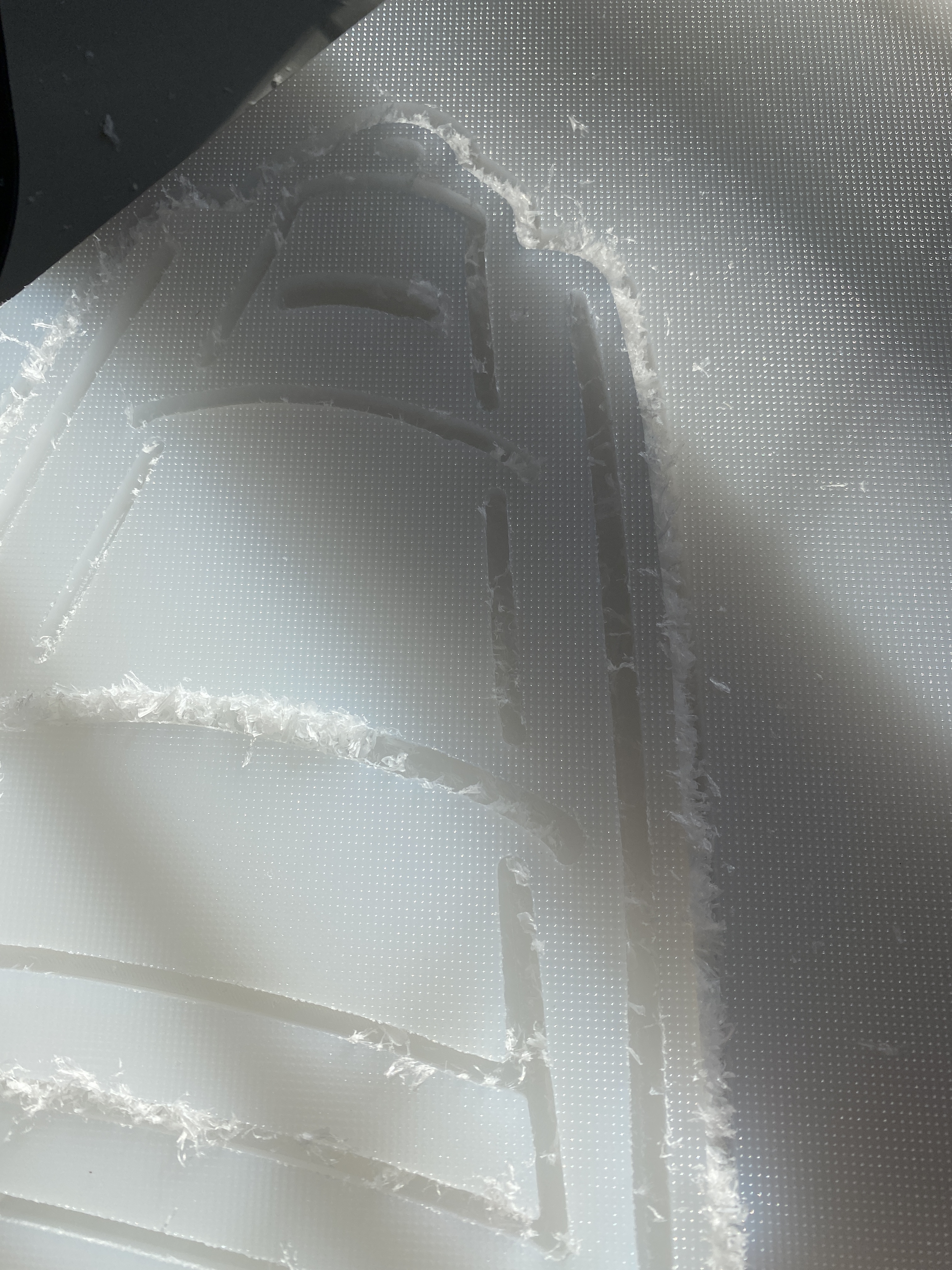
I have been cutting lots of items out of 1/2” hdpe for last few months and updated feed and speeds based on feedback here as well as from Amana and tools today. Everything was working great and then today I started cutting same file same bit etc but you could tell something was running rougher than normal. The first cut looked normal where chips flew out and then when it went for next pass they just starting packing into the tool path. I took some photos of how the pieces looked after and the chips just packed onto piece so tight I had to scrape them off. Any ideas on what could cause this? It it machine related or router or material? Very odd given how nice other pieces have been cutting.
I have never cut HDPE but to my inexperienced eye for plastics, those chips look a little small to me. Wispy chips will tend stick together and get stuck down in slots pretty easily. Not sure what tool you are using but when I use my single flutes on delrin I get much larger chips and never have any issues with chip re-cutting. What is your chip load?
You know I thought about that but brushed it off. It has been cooler but still in my garage. I messed with my belts the other day trying to tighten them to no avail. Seem pretty tight already.
When cold & dry the static buildup on small chips on plastic can be very significant. It might be worth hitting pause every few inches and manually clearing the chips to see if it’s just accumulated weight of chips in the slot.
That could be something. I notice I have chips sticking to rails far more than a week or so ago. I just hooked up my old suck it with a little cyclone on Home Depot bucket.
So I tried new specktra coated Amana bit and same result. Sped up dial on router and slowed it down and same result. Changed feed speed up and down slightly and same result. Grounded machine vac rails etc same result. Ugh this is confusing as it used to cut like butter and leave clean tool path.
I have only cut hdpe once but could it be heat related?
The chips are heating up to much and slightly melt together before being evacuated out of the cut channel? Any material on the bit after cutting?
I have the dewalt set near the 2 and the end mill is Amana Tool 51446-K Spektra Coated SC Spiral O Single Flute Plastic Cutting 1/8 D x 3/4 CH x 1/4 SHK x 2-1/2 Inch Long Up-Cut CNC Router Bit with Mirror Finish
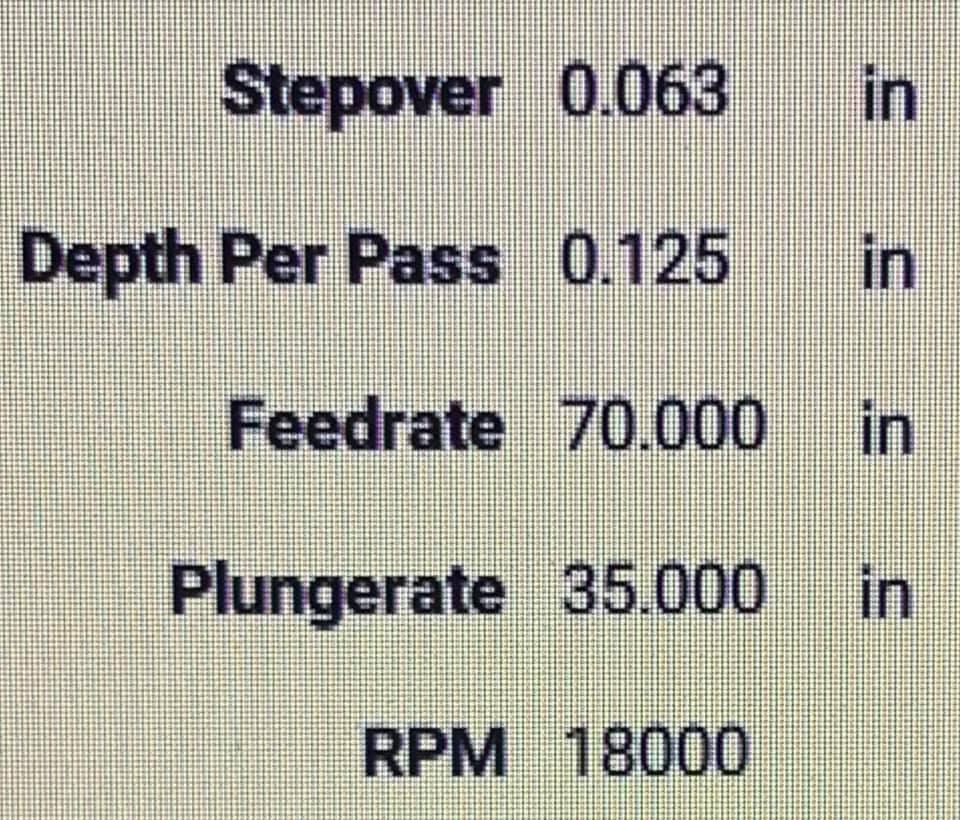
Try to feed faster. I’d go at least 100in/min. You can reduce the DOC to .0625. If it seems to handle it without issue (I’m guessing you will), increase the DOC some more.
You can also use the feedrate override to increase, but I’d start at 100.