Trying to cut a one off part out of aluminum. I first made it out of thin plywood no issues, moving on to a 3/8" aluminum.
Well I have now ruined two #201Z end mills, possibly my Shapeoko and the core material; I am admitting defeat that aluminum may just be past my capability.
Anyone willing to cut this piece for me for a reasonable fee?
Are those end mills really ruined? When I started with aluminum, I had some really bad looking end mills cause by aluminum welding to them. If that’s what you have, you can actually clean them fairly easily with lye. Winston Moy had a video on doing so.
So I do appreciate that I have much to learn still but I am not fully tracking.
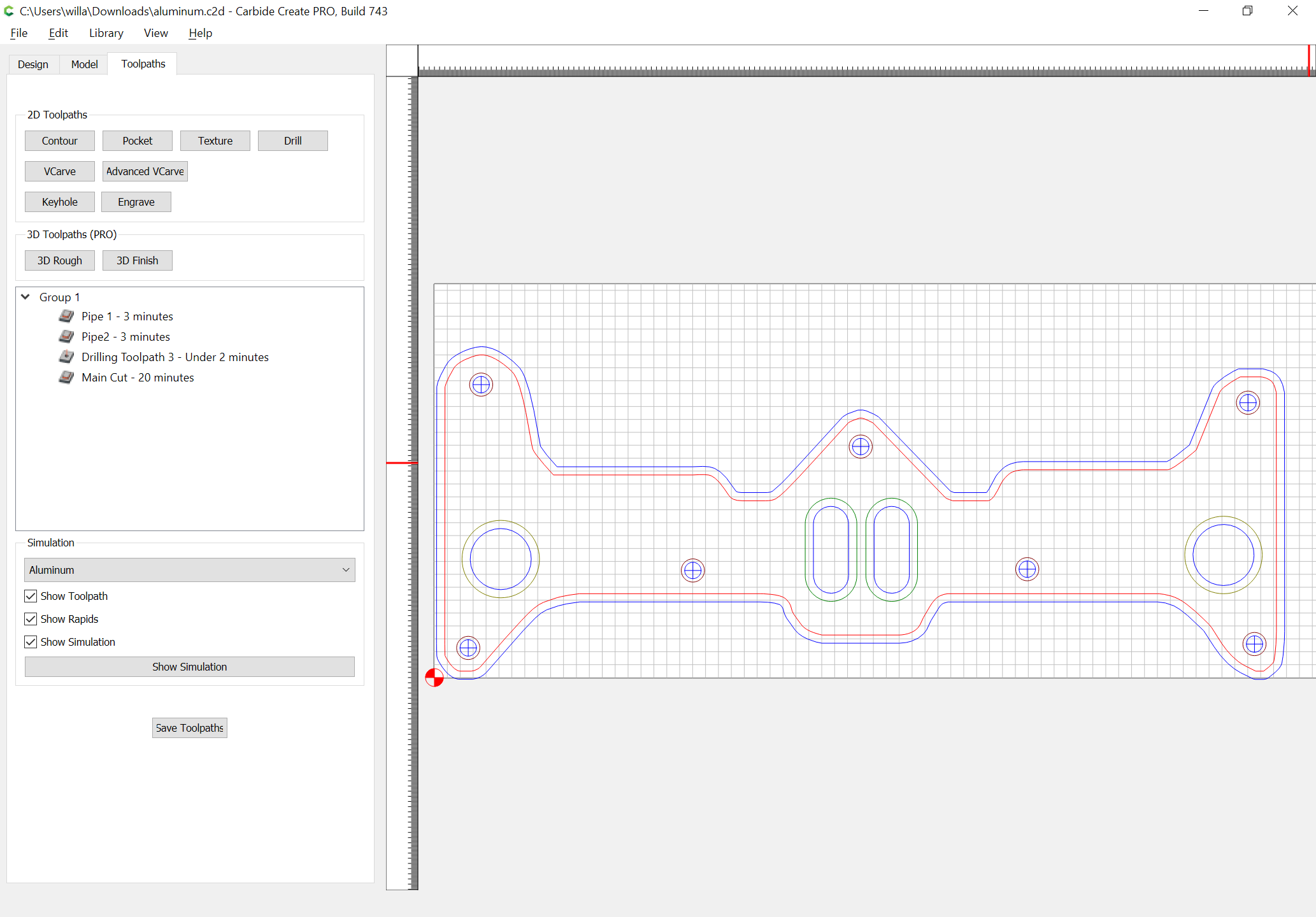
The drill points are just pecks that mark the locations for me to go in with a drill press and drill the actual points.
Why do pocket tool path when I need to whole section gone? Doesn’t that just cause more cutting iterations of the material?
Originally planned for a single flute ZrN, #278, but had heard differing views on 1 vs 2 and the #201Z lists flat cutting aluminum as one of its capabilities. Guess I should have stuck with my original plan based on your recommendation or gone with a .125 cutter.
Will have to see when I build the courage to go look at my bits and my machine again. Potentially they could be refurbished. The Z-Axis looks like it to a twist off and is probably repairable with some easy replacement V-wheels.
@MikeG this is a for a Glasair S2S airplane that I am building. I am modifying a Mazda 13B rotary engine. This part I am trying to build is a intake manifold plate that I will weld the pipes onto.
Overall update: I was able to salvage the part and finish the cut by drilling run points with a drill press and finally cutting the part out with a bandsaw and grinding sanding to a decent quality.
Copy. I was always under the impression to not use mills for drilling action. Will read up some more.
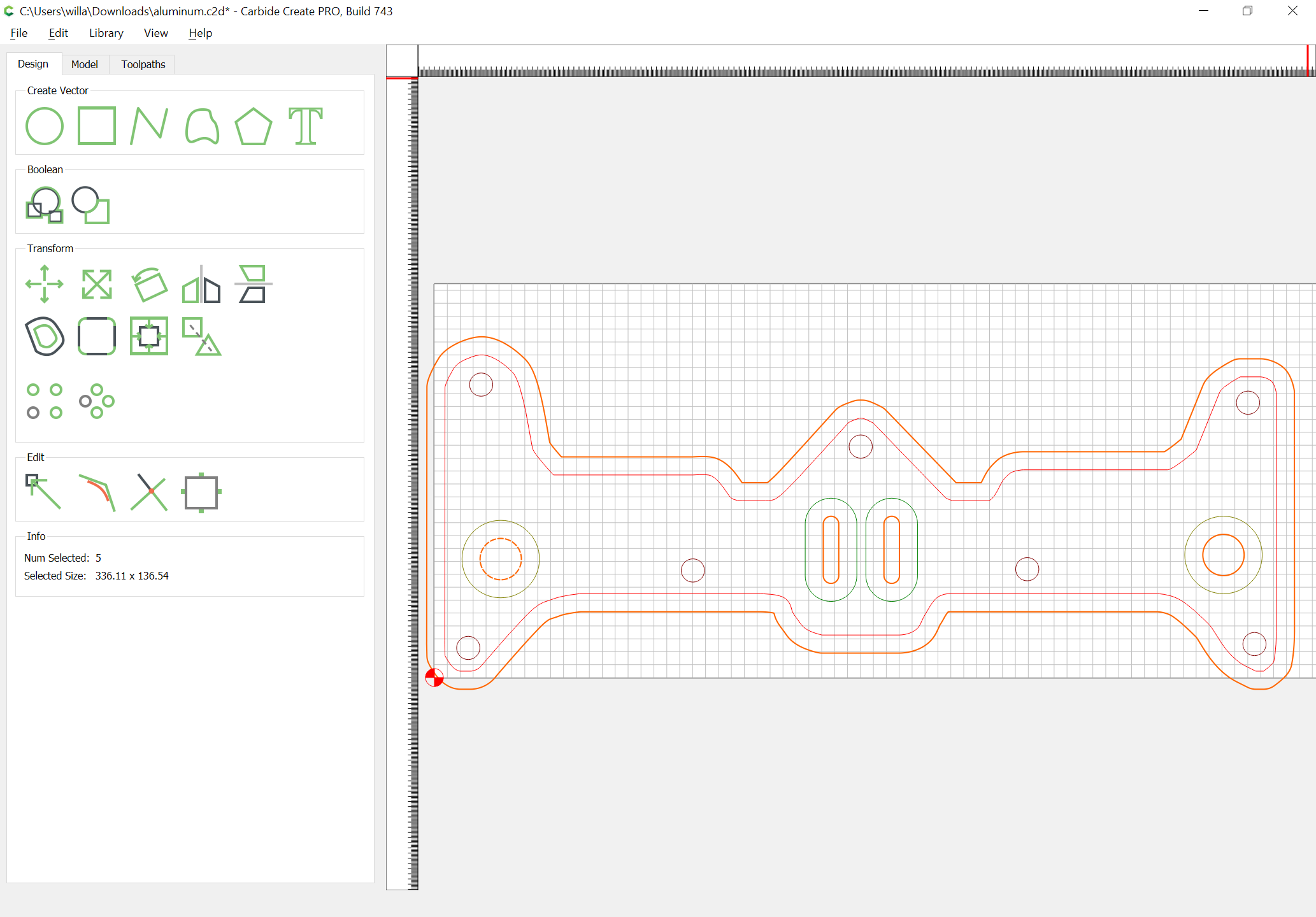
The portion that I failed on was cutting the part out of the stock along the upper section. The 2 large holes, 2 ovals and 60% of the cut out machined perfectly. What you are suggesting is the curvature of the upper slot combined with the depth were the issue. The forces of being a deep slot on the #201 were the problem.
I would actually put the correct size drill bit (or a pilot bit) in a collet on your router. Of course an ER collet spindle would be best. But you could still use a 1/8" or 1/4" (depending on your router collets) drill bit for marking center of holes. If you have to plunge with an end mill, slow is good and a spiral is better than straight down in some cases.
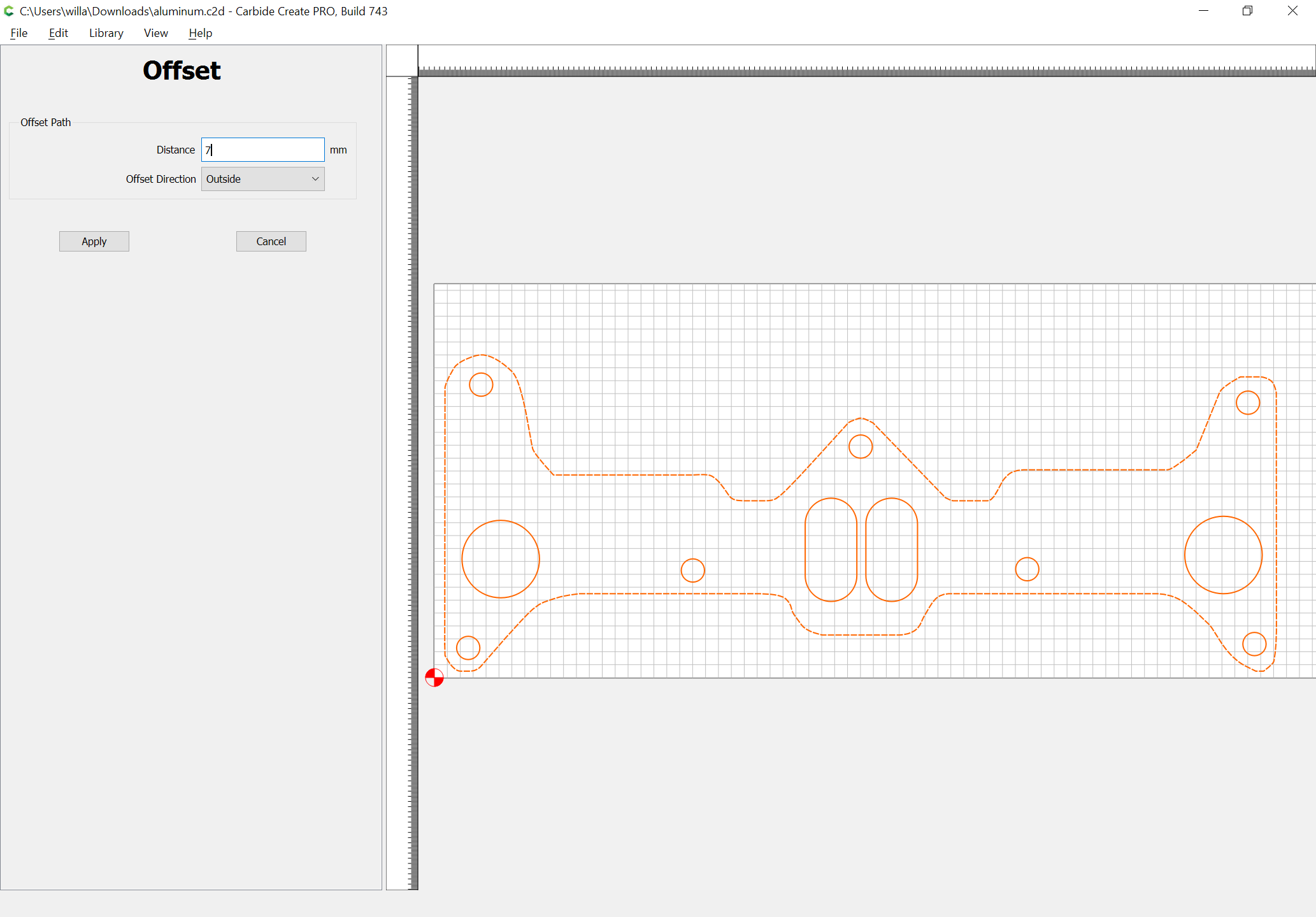
Also rather than a full pocket (yes, way more work when you need a thru cut) I would do a stepped cut. IE set your depth to maybe 1/3 or 1/4 of the stock (maybe even thinner, I haven’t worked with AL myself) and then take a pass, set the depth a little farther down, take the next pass, etc until you are thru the material. That is what I do on some stones (granite or marble) on our big CNC machine at work. Plenty of differences between wood, stone & AL, but generally a good process will work on any of them. Depending on what I’m doing (and the tool being used) I have taken up to 6 steps to get thru a piece or down to desired thickness when not going completely thru.