Not sure how to “zero out” my whole base so it knows how deep it is 24 inches away. It’s like a gradually deeper cut towards the front of the Shapoko. I’m new, any tips or resources for fine tuning and beginner stuff I’d appreciated.
What sort of toolpath?
Is it possible the tool is getting pulled into the cut due to high tooling engagement when cutting a slot?
Which machine? Which Z-axis?
Could you post your file?
Photo of your results?
Hey, John I had a similar situation during some of my first cuts. I’ve only had my machine for about 6 weeks.
Notice below how the cut started higher at the back of the cut and became way deeper at the front. It nearly clipped the aluminum rails in the base.
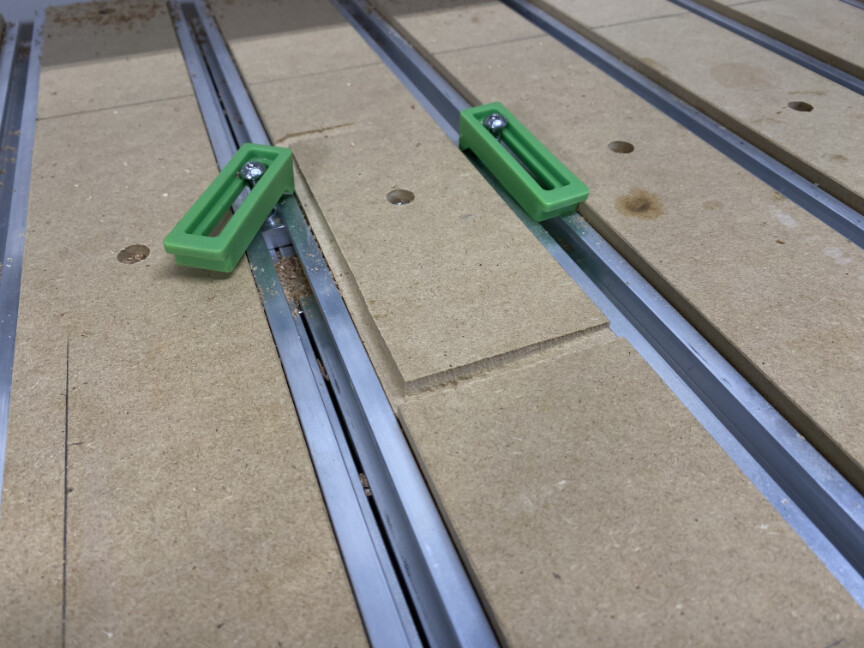
I was making a slot cut with an upcut .25" end mill and I think the would chips collected in slot ahead of the cutter. As the gantry moved the chips “grabbed” the bit and tried to pull it from the spindle. I can’t think of any other reason that would have happened, as I was not making some sort of sloped cut.
I think I did not have the bit chucked in tightly enough. Don’t rely on the locking button on the spindle and one wrench as I was doing. Always use two wrenches to tighten the collet nut. Since I’ve made that my practice, I’ve never had this happen again. Are you using a Sweepy dust boot? Make sure it’s lowered down to where the brushes are less than .25" from the surface. Better chance for dust removal. Watch your step down rates in Carbide Create. Stick with default values at first. They are way low, but you can adjust them as you gain more experience. Hope this helps.
Happy new year, Brother.
3 Likes
You don’t really zero out the base, you flatten it so it matches the plane of cutting. But, 0.25 inches is a lot. There might be something else wrong here.
2 Likes
If it’s a new assembled machine I’d make certain your router is tight. The next thing I’d venture a guess is that the bit pulled out from cutting. Tighten the bit with both wrenches and make sure your collet is clean. If you’re flattening a rough piece of lumber, zero at the high point so your cuts will be more consistent. I hope this helps.
2 Likes
Welcome to the community family. Hope your machine will do you well over the years. Now let’s jump into what might be your troubles.
First off, do you have a hybrid table? If you do, that means you have a bar aluminum sub rail. Then you have the aluminum cross rail on top of the sub rail. Then you have the MSD board in the groves of the cross rails. I know this may not be what you want to do, but go back and check the sub rails and make sure they are sitting flat on your table. Make sure there are no screws, wood chunks, or anything that you might have missed on assembly of your hybrid table. This may likely be less of the issue, but it could be.
The second possible area of issue could be you cross rails. If the sub rails had something under them, but the rails are not bowed, then the machine would cut equally across the table surface even at the high spots where the item might be under the sub rail at. So, check your cross rails. Make sure that each cross rail is sitting flat to its perspective sub rails. If anything isn’t aligned properly and has lifted up the rail from the sub rail, then you would get a drop cut as well.
Lastly, check your MSD boards to make sure that there is nothing under any one of them that has been sandwiched between the MSD board and aluminum cross rails.
If this isn’t the problem and you have checked your spindle/router tightness, then the only other issue could be coming from the program itself.
Your machine runs on a parallel plane with both Y axis rails controlling the gantry to horizontal parallel to the table. If your Y axis rails are off as well, twisted, or out of parallel to each other, all of your cuts will be off as well. Even if the cuts weren’t off too much, a twisted ball screw would have to work harder on the gantry moving about, thus causing damage to your Y drive motors, or ball screw guide bearings.
But if your Y axis rails and your gantry are in parallel (Y axis) and perpendicular (Y to X axis), then your cuts would be good. Thus, leaving the table being your issue instead. A table being out of flat by .25 of an inch is serious. If you can’t find the issue in your hybrid table with the obvious visual inspections, then maybe you have a bent hybrid aluminum rail as well. Our machines are packaged well for shipment, but shippers don’t like having to handle such large packages, and they might be cutting cost and not putting two people in the truck to lift the boxes out of their trucks. If the employee is having a bad day, they could easily have just dumped the boxes out of their trucks with disregard to what was inside. So, damage to railing is possible as well. Inspect your rails to make sure they are flat and straight.
If none of this is the issue, then the issue would more then likely be a programming error. If it were a tool issue inside your router or spindle, whichever you have, then the bit would continue to cut deeper thru all cutting. Meaning, that if the bit comes up for clearance above the part for the next cut, then it would dive into the part further at start of each next pass of the work. So, if you set your clearance height at .5 inches, and your bit moved out of the collet by .25 inches, then you wouldn’t necessarily notice the drop in bit, but you would notice that the machine’s toolpath cuts afterwards would be louder and the machine would plunge .25 into your part before moving in the desired program movement, which would also be an additional .25 deeper. So the cut would be .25 plus the possible.125 depth of cut making your bit cut .375 depth of cut after the bit moved.
I am sorry this is lengthy, but short answers can’t always explain what is going on possibly. Let us know what you find out so we know where your issues were and if we were on the mark or way off. Good luck.
DaveyJ, your issue looks a bit off from what you might have thought it was where your bit cut into your MDS board. I was looking at your picture and thinking of what your tool was doing on the cut. I was about to agree with you where you said the tool might have pulled out of the collet some during a cut. That might be true in a little bit of your damaged cut, but not entirely true according to the evidence of your full cut.
Hear me out, your cut going into your table gradually climbs down into your MDS board. Then the cut turns a 90 degree and continues along the aluminum railing, almost cutting into your railing, until it gets to full length of your cut and then turns another 90 degrees and climbs back out of your tables cut. Yes, that last part of the pass was a little deeper, but it was clearly coming up out of the depth of cut.
If your bit had slid out of the collet enough at the depth of cut along the aluminum, it would not have climbed back into the collet when it turned the last 90 degree turn and moved out of the table. Programming errors account for 80% of all machining crashes or incorrect machining.
All that really matters here though is that you learned a valuable lesson for tightening your bits for one, and checking programs more closely for errors that you might be able to catch before running so you don’t have something major crash on your machine. If I am wrong let me know. I’m not wanting you to think I’m berating you or being mean. I’m still learning as well and we can all stand to learn from each other on good things and mistakes. That is why this community is here. Happy Milling.
2 Likes
Hey, Eli.
Thank you very much for your input and advice. It is much appreciated. I have to agree with you; it is highly unlikely that a bit slid to and fro (or up and down) inside the collet. Maybe, but that would have to be one loose collet nut. On the other hand, I can’t think of a programming error that would make the Z assembly gradually go down during a cut, make a 90° turn, and then rise back up. Don’t these machines make just one pass per depth level change?
I now know for certain, that when that error in performance occurred, the left side Y step motor was not operating correctly. Actually not at all. The entire gantry was being moved only by the right side motor. I did not know this at the time, but discovered it during later investigations. Could that have caused the Z assembly to descend into the waste board? Why? I don’t get it.
If it was a programming error (and I’m not saying it wasn’t), I’d sure like to know what the heck I did wrong, especially in light of the fact that 95% of the cut had gone flawlessly. That catastrophic occurrence happened when the cut was nearly finished.
Anyway, again, your thoughts are welcomed. I think reading these forum posts is just as valuable, or maybe even more so, as is the help we get from the support folks. At least I know I’m not the only one messing things up and making errors. That is somehow strangely reassuring.
Take care and have a great day.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.