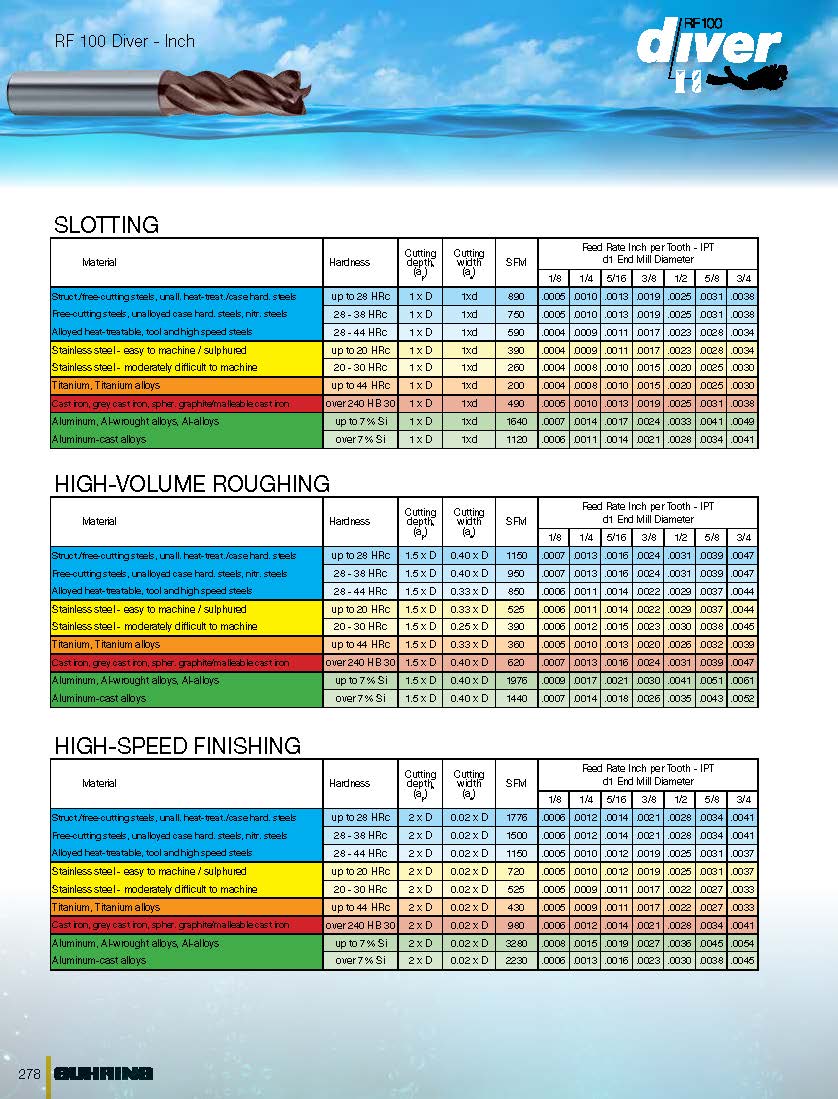
Freud used to claim that their router bits < 1" diameter are “so well balanced that they can be used at speeds well in excess of 24,000 RPM”. So, IMO you should be fine if you stick with Rockler’s RPM table (which is similar to Amana’s) for woodworking router bits. Wouldn’t you do that in your router table and feed as slowly as necessary (maybe even “making dust not chips”)?
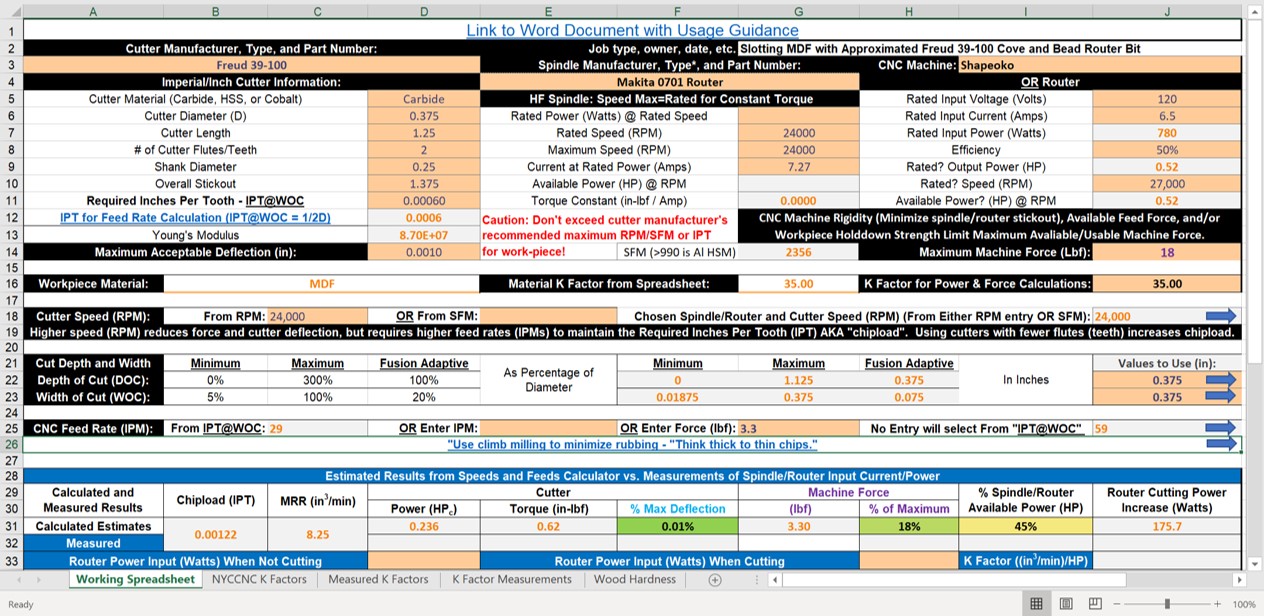
The chip-loads provided in Freud’s tables are about 10 times higher (hence capable of 10 times the force) than what you’d want to use on either your router table or your CNC machine. I roughly guesstimated the cross sectional area as 0.375" X 0.375" for that bit milling MDF at 24000 RPM and 59 IPM in the following example. Note that because the chip-load was reduced to ~0.001", a reasonable cutting force of 3.3 lbs should be possible.
No, but if anyone does I would be quite interested to hear about the added value. I might even shell out 49$ for one year to see what it is all about. After all I bought GWizard and now use it so seldom that it complains about needing to “connect to the Internet soon” every time I do launch it.
corner chamfer endmills are particularly nice for this sorta work. small chamfer instead of a radius on a common bull nose. you can rough, finish, and add a small edge break or chamfer all without a tool change. ideal for small machines such as ours. they’re not as common as bull nose but are nice to do a job start to finish with a little chamfer added to the mix
I’ll second this. The sharp edge(profile) of a square endmill clears out material much easier than a bull nose tool. When I make a compound punch at my day job, I’ll clear out all of the material except .02 radial with a 3/8" square endmill and finish the punch section(boss) with a 1/16R 3/8" bull nose with a full depth (1/2") contour path taking .006" per pass and running an extra spring path.
Are all of the cutting parameters the same, including depth of cut? Do you experience something similar with endmills that have cutting edge tip radiuses?
This is one of those, it seems like I was right, but I’m probably not, moments. Your question has really got me looking into this, and it seems like I am completely wrong. I’ve asked some much more seasoned machinists than me, and they say I can use the bull nose for the entire operation. I’m definitely going to try it out the next punch I have to make. It also appears that bull nose tools are recommended for longer tool life. man, It just seemed that a sharp corner tool would cut better than the radiused corner. It looks like I am wrong on this one. You know what they say about assumptions…
Sorry for the false information.
After revisiting this topic again (I was scared because there were something like 40+ unread comments and at that point, it feels overwhelming to start catching up again), I found this comment of yours the most interesting. It seems counter-intuitive that chipload doesn’t scale linearly but it does match up with what I recently commented on another thread how most of the heat goes into the substrate, not the chips or the endmill. If the only difference is the residence time, then the slower speed must just create a situation where the heat buildup reaches a critical point and fails to produce good results in machining.
There is a heat/time factor that is neglected in chipload that matters in plastics more than in wood, foam, or metal.
What I think we are finding out in this thread is that machining is much more complicated the more assumptions you remove. Nothing seems to line up precisely and things don’t scale ideally. Kinda feels like science, doesn’t it???
The more discussion we have around this topic, the more I feel it’s indeed “only” a matter of how much hot material one can remove from the stock per unit of time (so MRR basically), and then there are two hards limits to do this, a min chipload below which rubbing happens, and a max chipload that one can take before it’s too much force to put on the endmill/machine.
Some may prefer to minimize forces by taking very thin cuts very quickly (i.e. use a peeler frantically), others may just decide to chop larger chunks of material at a slower pace (i.e. wield an axe) and then live with the higher induced forces by compromising on DOC/WOC, either way if you are not doing it fast enough heat accumulates and bad things happen.
Ok, that was admittedly a poor attempt at over-simplifying things
I guess the real way forward is experimenting and reporting, and I still plan to do a temperature measurement campaign soon (but life gets in the way…)
You don’t really need to worry too much about heat accumulating in anything except the operator with hand tools. The goal with power tools should be to minimize heat unless it facilitates cutting as in classically defined (?) HSM. So, make “dust not chips”!
Its also amazing the differences in machining our desktop routers have compared to large mills. When your load sweet spots are within a few pounds, everything seems to matter.
Anyone that’s run square to 0.060rad back to back on a shapeoko should be able to tell the difference all things being same. If not, probably not pushing hard enough anyway.
Recent data suggests that, at least when milling Aluminum, increasing chiploads increases material K-factor (decrease unit horsepower) over certain ranges. That’s consistent with published results for 1" diameter endmills with 10s of kW spindles on machines capable of 100s of lbs average feed forces.