With proper feeds and speeds, the endmill should not heat up significantly, and you should be able to run 10 hour long 3D carves with no overheating of the tool.
So if it did overheat, chances are
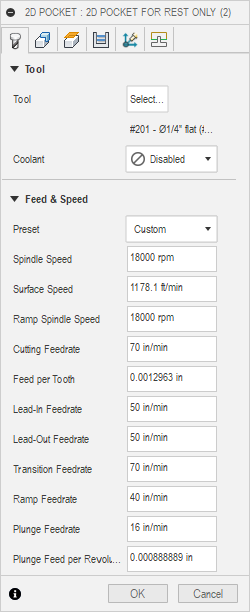
your feeds and speeds are not quite adequate. Can you share the RPM and feedrate you were using ?
or your endmill was in fact already a bit dull, hence rubbing/pushing material as much as it was cutting it, and then it will definitely overheat.
To simplify, you want bigger chips and less rubbing. Bigger chips move heat away from the bit. So you want chips, not dust. Usually this means you need to increase your feed rate.
Also, once a bit has overheated it gets dull a lot more quickly. I would start with a fresh bit when testing out your speeds and feeds.
I have an SO3 XXL with HDZ. I generally run at the recommended F&S but have noticed that some of my 1/4" bits get a black discoloration in the cutting area. For me it is not overheating because I put the bits in a cleaning solution and brush it off. I also turn on my wood lathe and when sharpening HHS tools you can blue the steel. That makes the steel loose the temper. A little bit of bluing of a tool does not remove all temper but you need to grind that blue part away.
So likely in oak you are not overheating the bit but it is becoming discolored and you should try cleaning the bits. I use a CMT Orange Blade and Bit cleaner. I use a 5 gallon bucket and put my 10" table saw blades in with just enough to cover the blade. I then put a lid on t he 5 gallon bucket and use it over and over. I just tilt the bucket up on one edge with a block of wood underneath one side to get enough depth to get bits immersed. Let the solution soak your bit for about and hour and use a nylon brush to clean the bit. If the black/blue comes off it was not an overheating problem but simply chemical reactions maybe with the tannic acid in the oak. Oak is high in tannic acid and that could be the real reason of your discoloration. If you clean non cnc bits with a bearing remove the bearing before dipping the bit in the cleaner. You dont want the cleaner in the bearings. I bought a jig from Infinity tools that holds router bits in place to get the bearings off.
My chips are relatively substantial in size, some dust. I was able to fill a 2"x3" through knot hole with a mixture of 80% chip and glue . I have seen the metal machinist measure the chip thickness, I am not there.
I had not thought of trying to clean them. Will do.
I will be looking for a re-sharpener company. In CT the should be a few left around.
70ipm at 18k is a 0.0013" chipload which absolutely in the right range for wood, so if it was not just residue rather than overheating, I suspect a dull endmill. But then again you would not great nice chips either.
1/4" to 3/8" depth of cut is 100 to 150% of the endmill diameter, so unless you were taking multiple depth passes that sounds too much for comfort with a #201 (I tend to stick to a maximum of 50% of the endmill diameter per pass)
I did a quick cleaning of one of the bits ( 10 seconds in paint thinner and a brass brush ) which brought the color from blackish to a silver bronze. I will dunk them and let them sit.