I was wondering if someone could point me in the right direction with an issue I’m having. On two different projects now, I have a tool path set up to cut out a large cursive text. On each occasion, the very first pass of the job goes well, then on the second pass, the cutter begins cutting the same path only offset roughly 1/4". I’ve checked my design file for any double paths or anything that may be interfering, but I can’t seem to solve the issue. Here are the specs I’m cutting with below:
Material 3/4" Sanded Pine Plywood
Bit - #201 Endmill 1/4"
Step Over - .125
Depth Per Pass - .060
Feedrate - 75.000
Plunge rate - 15.000
RPM - 1800
If you continue to have difficulties post your file here or to support@carbide3d.com along with step-by-step notes on how you are securing your stock and setting zero relative to it and a photo of a failed attempt at cutting.
It sounds like what a loose pulley set screw could do (first line in the list Will pointed to)
If the offset is always in the same direction, check the pulley set screw on the motor axis corresponding to that direction.
Thank you guys for the fast response, I’ll definitely check that out! I was also thinking, would it have anything to do with the limits of the machine itself? For example, when you jog the machine to the upper most and lower most positions on the waste board, you can still manually jog the machine slightly further. I didn’t know if I possibly had the cutting path set incorrectly within my file (with shrinking the actual text being the solution). Thanks again!
Not likely: you may have crashed against one of the sides of the machine if the project is too large for the actual reachable work area, but this would likely happen during the first pass too.
If you happen to have a picture of that failed cut, it may help to figure out what happened.
I’m afraid I can’t, I expected to see a first pass at a given depth of cut, and then a second pass at a deeper depth but offset as you mentioned, but those two passes seem to be almost at the same depth ?
Also I would have liked to see the full contour to check whether it’s offset regularly all around the part, or just shifted.
Can you post the design file and generated g-code file for a check ? (in the meantime you can also contact support with details, as Will said)
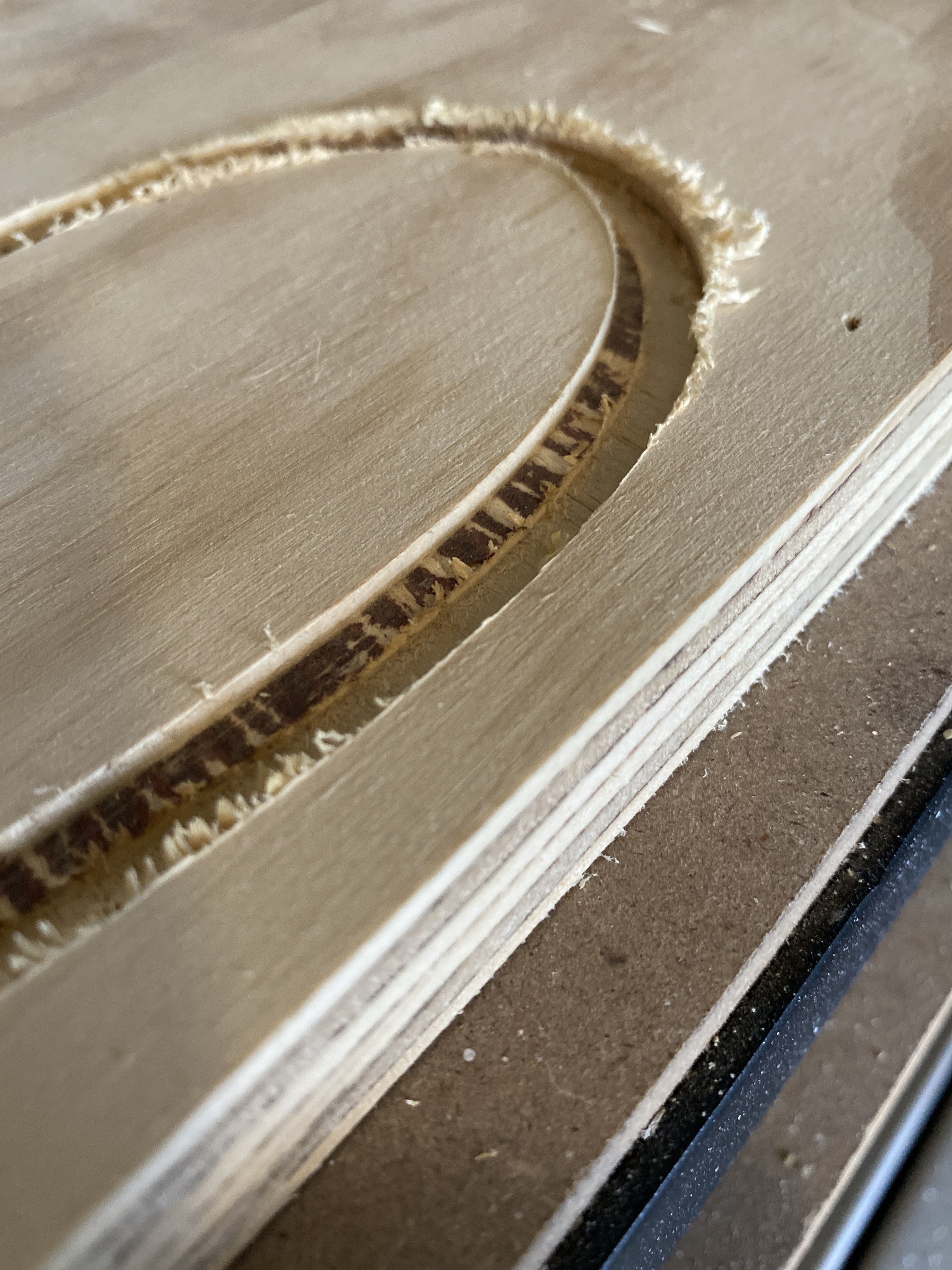
I paused the job almost immediately after I realized this was happening. I’ll add a few more photo’s of the overall first pass (my finger is pointing to where I paused the job) and another of the starting point of the cut. The deeper cut was the beginning of the second pass and what started to offset. I’ll include the file as well.
It’s not everyday that I get to (respectfully) disagree with @RichCournoyer, which is a very risky endeavour (i.e. 80% chances of making a fool of myself ), but I’ll say it anyway:
(assuming the RPM is a typo and it was 18 000 )
with a 3 flute 201 at 18000RPM at 75ipm, the chipload is 75/(3*18000) = 0.0014", which is quite ok for me in plywood with a 1/4" endmill at 0.06" depth per pass. Also there would probably have been lost steps/offsets earlier in the cut if it was only feedrate ?
after things went south, the cut seems to have a constant offset along the left/right direction of the first pic. It also happens to be at one extremity of the stock on a large piece: how was the stock oriented on the machine during the cut ? chances are, when moving to that lower right corner, the gantry hit one side of the machine, the associated axis’s motor did loose steps during the contact, and then the cut proceed happily…just with that offset due to lost steps. So I take back the “not likely” from my earlier post and change that to “well…maybe” (and then again…why did it not do it during the first pass…)
EDIT: also, it’s always good to check the G-code file itself, can you post that too ?
EDIT2: and it could be a loose pulley set screw after all.
Stock size in CC is listed as 31wx32h, almost reaching the limits of the machine, add clamps and it might have crashed into the back end of the machine, and run out of Y-axis travel.
The S looks like a portion runs parallel to stock edge, so instead of running the arc, it just traversed straight across the X-axis and then went south towards front of machine, but shifted 1/4" down the Y-axis.
Looking at the “y” letter in your sign, it looks like the end of path 1, before it goes to the tail of the y, isn’t lining up with where you started.
I recommend clamping it back down in the same position on your machine, and jog up to see if you run out of travel when you get to the S.
I believe that was the issue I was having! I just ran another job, this time shrinking the text slightly (after seeing what the max travel was) and it fixed the issue. I did notice the flat spot at the top and that’s what caused me to try a second time.
I wonder what the passes would look like at 1800 rpm Definitely a typo. I’ll try lowering the feed rate as well. Still not brave enough to mess with the stock speeds and feeds yet. I appreciate it!


 ), but I’ll say it anyway:
), but I’ll say it anyway: Definitely a typo. I’ll try lowering the feed rate as well. Still not brave enough to mess with the stock speeds and feeds yet. I appreciate it!
Definitely a typo. I’ll try lowering the feed rate as well. Still not brave enough to mess with the stock speeds and feeds yet. I appreciate it!