Im always lookig at ways to speed up adaptive clearing when using Fusion.
I setup a couple examples to test and looking for feedback.
2"x3"x .625 DP Pocket hard Maple
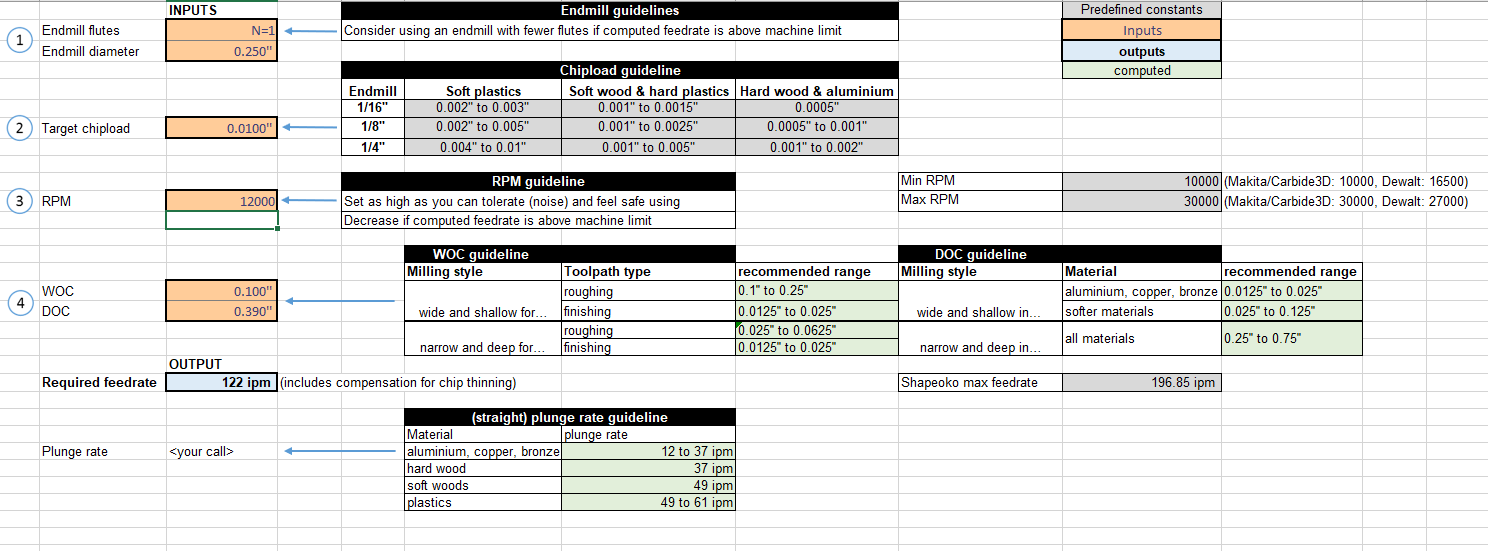
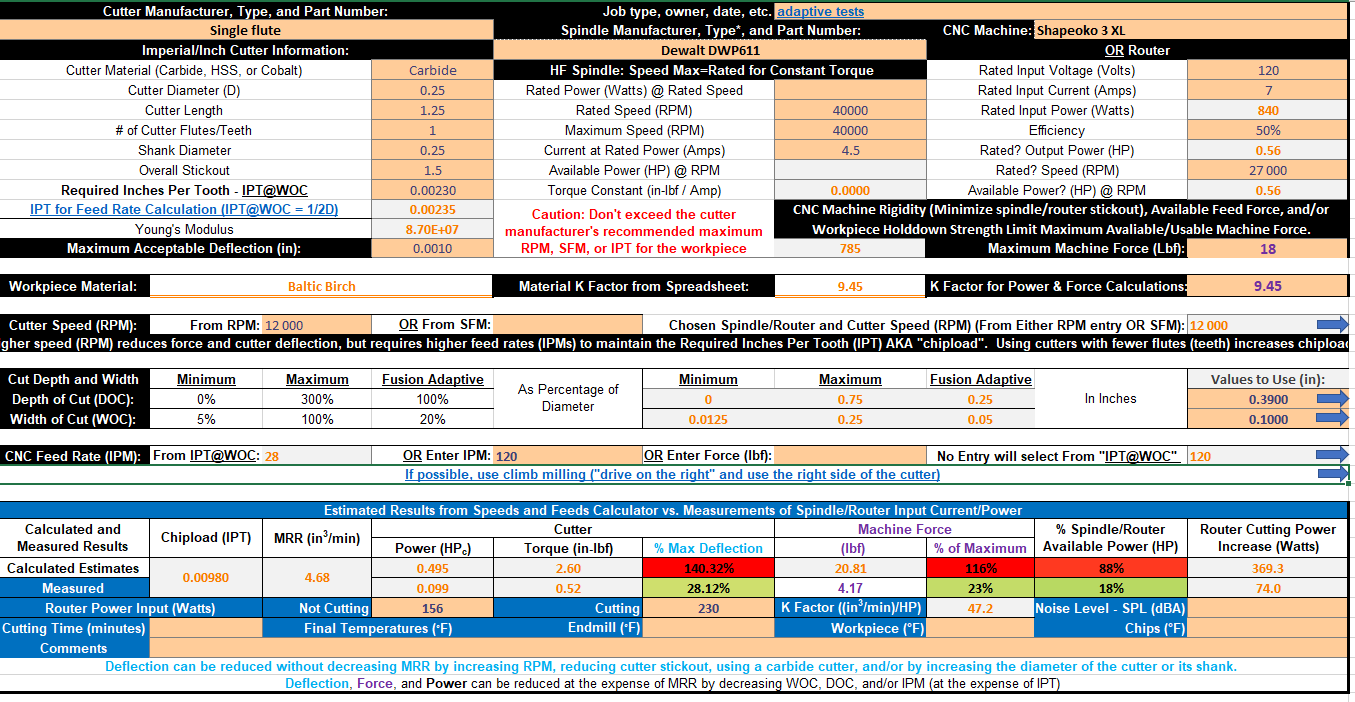
adaptive default setting for .25 end mill. .39 DOC optimal load .1 which is 40% 120 ipm 1:43 machining time
Does not sound well when running working hard.
2"x3"x .625 DP Pocket hard Maple
adaptive default setting for .25 end mill. .39 DOC optimal load .05 which is 20% 120 ipm 2:43 machining time
Smooth machining sounds good.
To get scenario 1 to sound good and make me less nervous i reduced to 75 IPM still sounds like its working hard time is 2:20
Im leaning towards a deeper DOC with less optimal load and faster IPM.
What are your thoughts?
40% optimal load (stepover) at 150% DOC is way above what I use, it’s a stepover you would use for regular (shallow) toolpaths. For adaptive you need to give back some of that stepover for more DOC, and I’m not surprised the second cut sounds better. Folks who know their stuff (Vince, Liam, etc…) have proved that the Shapeoko likes somewhat shallower depth per pass (even for adaptive), so if you do want to take large bites, reduce DOC by 2?
Can you tell us your RPM and tool specs too?
On a standard Shapeoko go shallower and faster, they don’t have the Z axis rigidity to push deep cuts without lots of vibration which is probably the bad noise you’re hearing.
Why are you only at 12kRPM?
Why a single flute?
Below is what I do, insert caveats about may break your cutters, workpiece or motivation, at your own risk etc. Also my Sensible Units to Inch Pound conversions may be bad.
In Maple I run at 20-24kRPM (which is max for my spindle) and feed at 1500+ mm/min (60+ IPM?) to keep the feed per tooth up and importantly, move on before I burn the wood or the cutter. Staying cool is important, especially in woods like Maple, it makes me want pancakes when it’s hot, gums up and burns onto the cutter flutes. Dust extraction is key if you want things to work well.
I start at 2mm (0.1") for the optimal load (a bit below 1/2 cutter width), higher RPM, pull the stepdown (DoC) back to 2 (0.1") to start with and set your feed speed to get about 0.001" feed per tooth.
Listen to that cut and see how fast you can comfortably go at that shallow engagement, then consider pushing the roughing stepdown up to bigger DoC if you still feel the need. Ramping the feed override up and down in Carbide Motion is a great way to find feed rates that work. If you get up to 2,000 ish mm/min feed rate then it’s time to push deeper cuts.
Once you’ve got all that working…
On the speeds tab set your lead in and ramp feedrates to about 75% of the cutting feedrate.
On the linking tab, ramp, helix, 4 to 5 degrees is fine in wood, ramp clearance height down to 1mm if you have lots of areas to clear.
That’s a test cut on my machine with linear rails and substantial belt upgrades which was deliberately more than my XXL machine could handle without making nasty noises on V wheels and regular kevlar 9mm belts.
95IPM
24kRPM
0.35" DoC
0.1" Optimal load
edit - and a blunt old 0.25" cutter in case it went wrong
What machine are you on? A Shapeoko or a Pro? Regular size or XXL?
Although experience tells me, from times I forgot to change speed from ‘edge finder’ 1,000RPM to ‘cutting’ speeds that the Shapeoko will push through the workpiece at a surprising feed per tooth. It just won’t make a nice noise and the finish will be rather iffy