So when diamond drag bit engraving do you need a plunge rate? Spring loaded diamond drag bit. I notice that the bit spring tension increases with movement but actually is not needed for drag bit engraving so that’s why I’m asking
I opened Cc and created a rectangle. I chose the Shapeoko hard plastic database of tools and picked the McEtcher. Here are what C3D recommends:
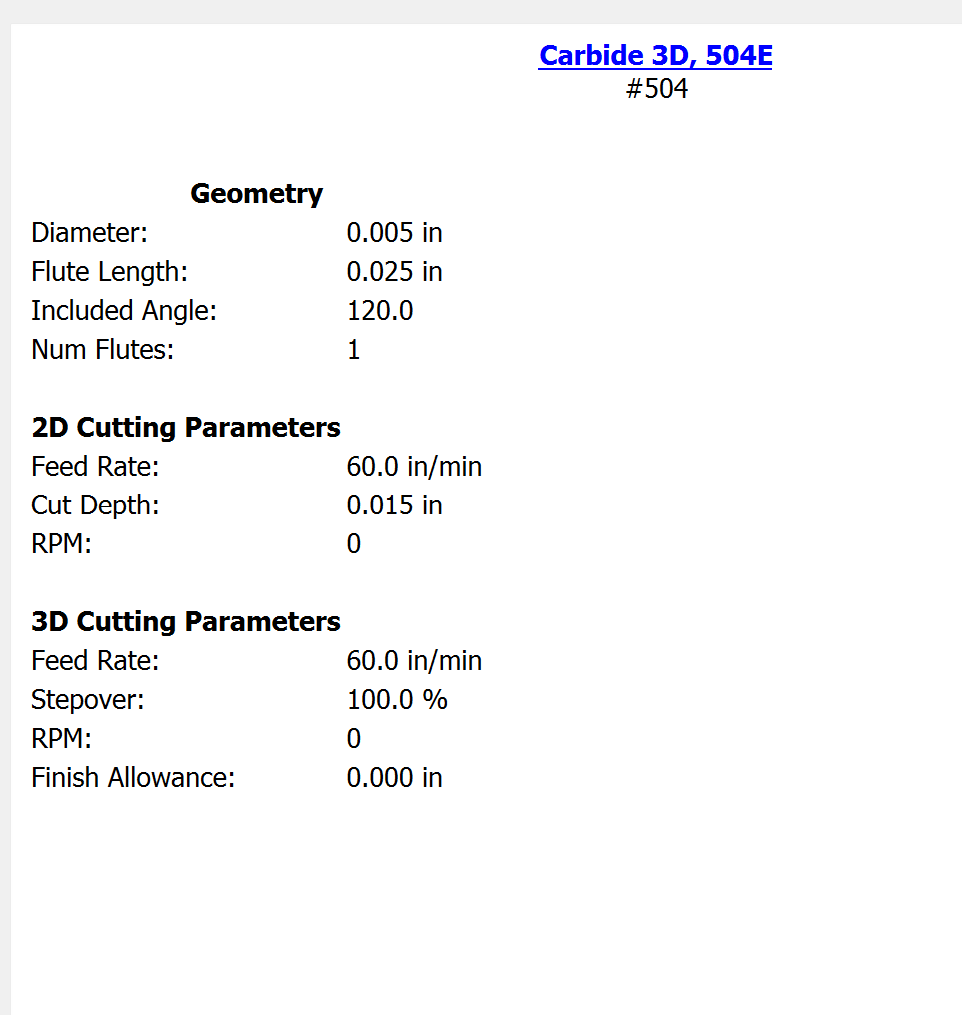
So I see the feed rate at 60 IPM but they do not specify the plunge rate. I suppose since it is a c3d tool they have the plunge rate hidden in the database.
However I duplicated the Shapeoko Hard Plastic database and looked at the custom database created and the plunge rate for the 502 is 30. So I would suppose that is the plunge rate used when you pick the 502 tool. The 501 had the same plunge rate and feed rate as the 502.
Here is the duplicated tool database:
| number | vendor | model | URL | name | type | diameter | cornerradius | flutelength | shaftdiameter | angle | numflutes | stickout | coating | metric | notes | machine | material | plungerate | feedrate | rpm | depth | cutpower | finishallowance | 3dstepover | 3dfeedrate | 3drpm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 503 | Carbide 3D | 503E | MC Etcher - Diamond Drag Bit - Carbide 3D | MC Etcher | end | 0.005 | 0 | 0.025 | 0 | 90 | 1 | 0.125 | 0 | 30 | 60 | 0 | 0.015 | 0 | 100 | 60 | 0 | |||||
| 504 | Carbide 3D | 504E | MC Etcher - Diamond Drag Bit - Carbide 3D | MC Etcher | end | 0.005 | 0 | 0.025 | 0 | 120 | 1 | 0.125 | 0 | 30 | 60 | 0 | 0.015 | 0 | 100 | 60 | 0 |
The above are in inches.
1 Like