I’ve been running into this when my WOC is set to >50% of the bit diameter. I’ve attached an example with both pocket and adv vcarve. Two vcarves actually, one with the text, one with the text as curves in case the lack of font messes yours up. It’s very easy to recreate though, and the only way I’ve found to get around it is to set the WOC at 50% or less of the bit.
I can’t imagine I’m the only one running into this, and it’d be nice for when clearing out large areas and speeding that up. Is there another workaround besides halving the WOC (ie, not extending the mill times)? pocket example.c2d (84 KB)
Using a small, relatively light-weight tool is a balancing act — working in wood adds the complication of not overwhelming the internal structures of the wood so as to break off pieces.
One option would be to inset the outer perimeter and use that for a first pass w/ the pocket clearing option w/ a depth which is shallower than any defect which is likely to be caused ---- then do a finishing pass w/ suitable settings.
Having the stepover/width of cut at less than half the tool diameter is considered good practice though, and is what we would recommend.
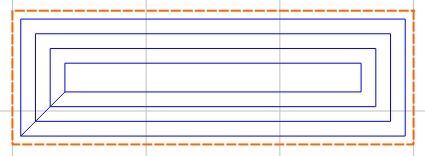
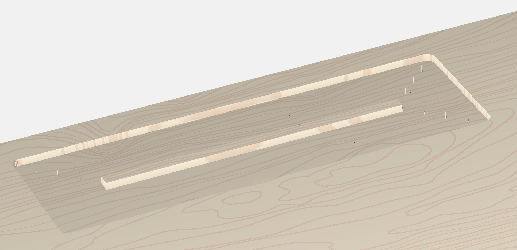
Sorry, things don’t always communicate in words what I’m thinking in my head. If you do a 3d preview of the file, you’ll see there are small bits at each turn in the pocket, and then large bits in the lettering that are simply skipped, which is what I’m asking about.
I understand a bigger WOC might induce some tear out (something I’ve been playing with as well, though it seems I’ve found a work around for that.
In theory, you should be able to set the stepover to 100% of cutter diameter, and on parallel passes remove all of the stock. You will leave stock in the corners of each pass. For a rectangular shape you would need <= 85% stepover to also get those small bits.
For Aaron’s rectangle pocket, you can increase the stepover to 0.109 and remove all of the material in the center of the pocket. As soon as you increase to 0.110, it leaves an island in the center
If you’re cutting metal or hardwood, or using very small tools, 50% is a good rule of thumb.
With metal, tools that are imbedded will generate a lot of extra heat, which certainly could result in a safety issue. With hardwood, the heat can burn the stock, and prevent proper extraction of the chips.
However, if you’re cutting soft plastic, PVC, foam, I see no reason to limit cuts to 50% stepover.
And even with aluminum, I will use a 90% stepover when flycutting to flatten or remove material quickly.