I setup my Shapeoko Pro about a week ago and have been cutting projects each day. I used a 1/8" end mill to carve out a name, but it left some raised cuts in the pocket. I only have 1 toolpath and it took an hour to carve this. I know I still have lots to learn, but How do I get a smooth finish? Or, can someone just tell me what I did wrong?
Can you measure the depth by the ‘r’ (higher) and the ‘A’ (lower)? Which one is correct?
Also, if you post the .c2d file or the .nc file, I can simulate it & we can see what cut last.
I suspect either a movement of the tool, or lost steps caused the different heights.
I also suspect the lower parts cut last. But a simulation will tell us that.
Tod I think your spot on. My endmill probably shifted in the collet, but I don’t have any calipers to measure the depth. It was just 1 tool on a pocket cut with no stops so I can’t think of anything else. Here is the file I posted. Jenifer.c2d (260 KB)
In addition to making sure that everything is mechanically sound, esp. fully tightening the collet (use the button only to hand-tighten things so that they will stay in place until one fully tightens with a pair of good quality wrenches), it will help to adjust the depth per pass to minimize the final depth per pass. Currently that is 0.035" and you are trying to cut to 0.2":
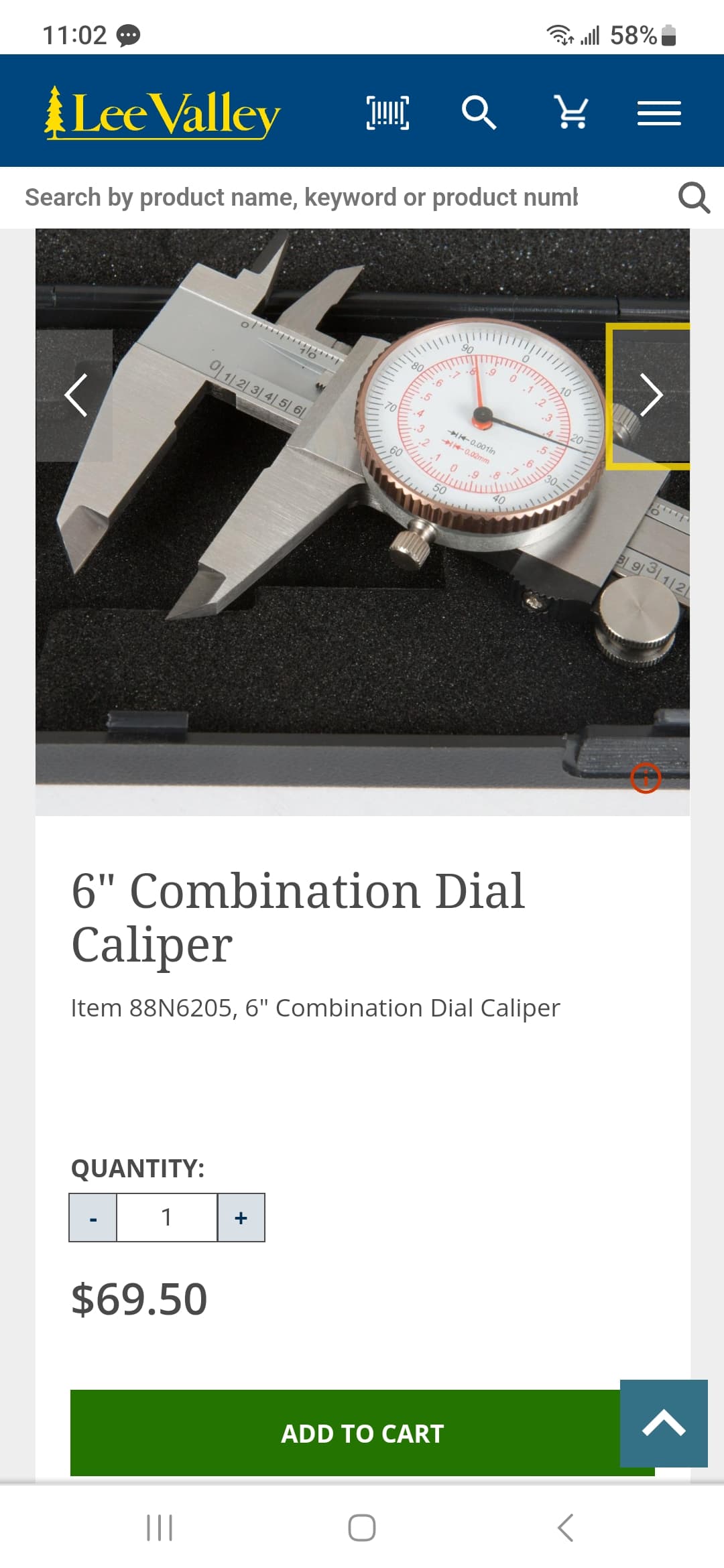
Uncertain of where you are located, but currently at Lee Valley in Canada a great set of calipers is available. Inside, outside, depth, and step measurements in .001" increments.
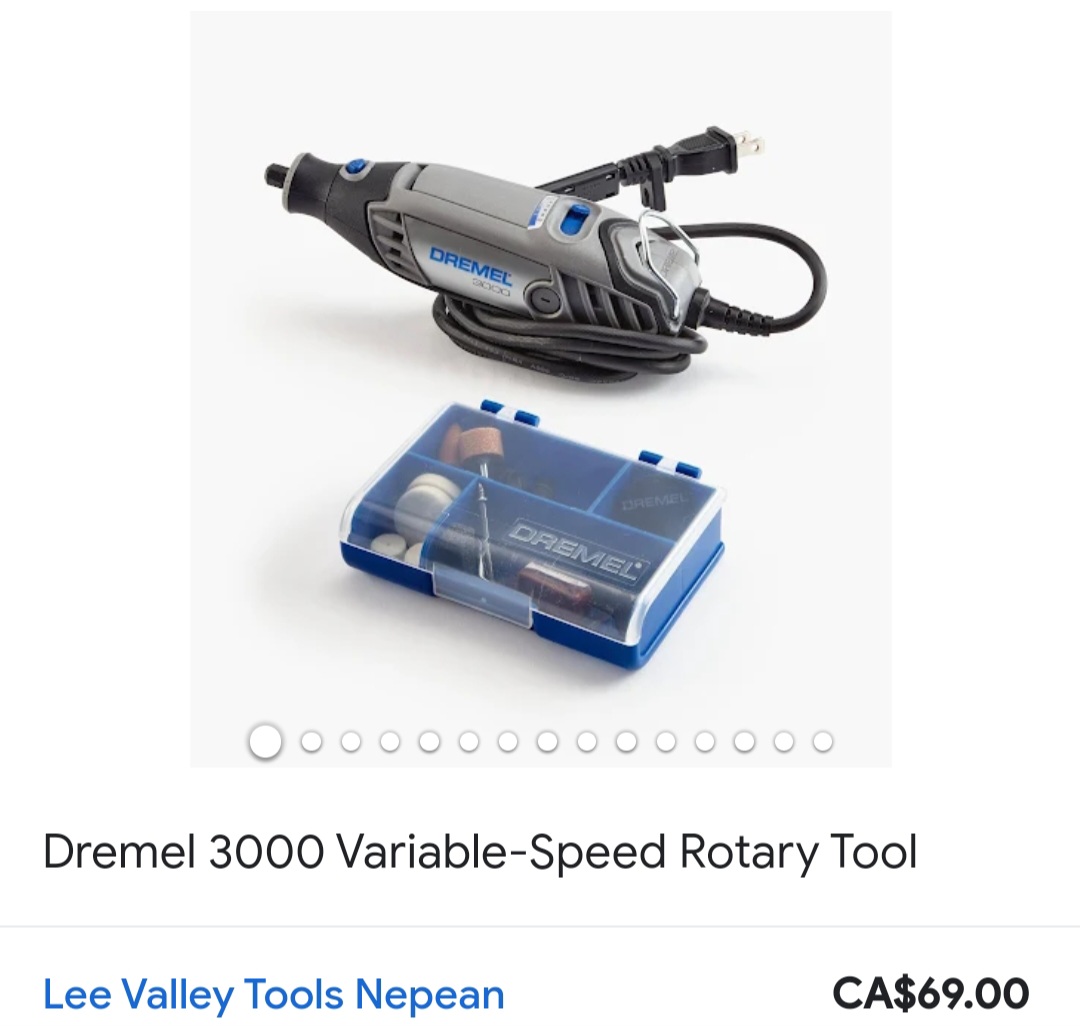
May i add, while im at least on the subject of lee valley…dremels are on sale there as well. Best price ive seen in a long time. Sorry to hijack this thread. I just thought someone may like to know.
That is very insightful! Thank you. I didn’t even think about adjusting the depth per pass to minimize the final pass. But, I’ve only been doing this for about a week. Great tip Will! I will use a different wrench for tightening my collet as well.
Might be a good idea to pick up a set. Thank you. But I have a dremel though could use to clean it up. But I’ll try re run it tomorrow with the adjustments Will gave me and post an update. Thanks for welcoming me to the community.
A machinist scale? Or use the machine? Touch off on the top surface, zero Z, then touch the higher & lower areas to see which one is correct.
It looks like the lower areas are getting cut first. So if the cutter is moving in the spindle, it’s moving UP
The G-Code is fine (other than slotting). the bottom is flat. (i.e. all at the same Z level)
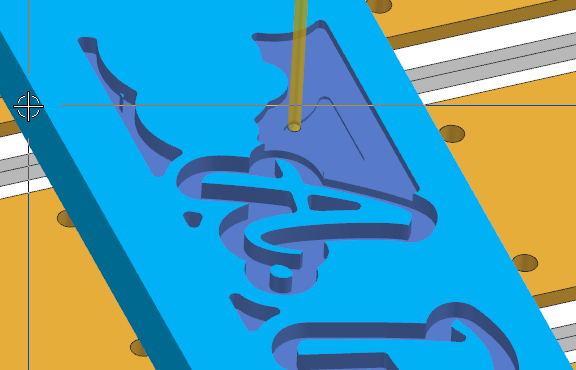
This looks like a bug to me. It’s ‘slotting’ around the “owell” in the last name. It’s making a single pass to full depth. Pocket paths should not do this unless there is not enough room to step over. This means for those passes the cutter is fully engaged, cutting with the full width of the tool. This is not good.
So, how would you propose to cut this differently? I’m thinking slotting is inevitable, so one should use a lighter cut and more passes to alleviate a possible problem (with both sides of the bit cutting at the same time.) I’m also thinking that the OP didn’t mention any bit grabbing, terror inducing STOP-button pushing events.
It cut around the owell first, yes. But it took the intended passes and not all in one cut. I figured out that my endmill slipped in the collet and caused this, but good convo. I’m sure I’ll have more questions as I learn more.
Perhaps I should make a new thread but here is another issue I ran into.
When pocket cutting a large piece I used a 1/4 endmill for a time saver, but it couldn’t get into the tight corners. I added a second tool path, using my bitsetter, with a 1/8 end mil. It went over all of the previous cuts added more time. I’m thinking I should have just used a contour path with the outside offset to clean it up. I am right in asssuming this?
Also, if I wanted to add a chamfer to the edge of the letters is there a general rule of thumb for the depth? Do I use contour with an outside offset and then a 60 degree Vee bit? I hope I’m asking that the correct way.
My bad choice of language. Yes, it did honor the depth of cut, but cut a 1/8" wide slot in mutiple depths, but with no stepovers. So, at each depth it was cutting the full 1/8" wide.
Even a small stepover (0.030" or 1/4 the width of the tool) would help a lot to prevent binding, packing in chips & overheating the tool.
Until they get this fixed, the only way I can think of to work around it would be to make separate toolpaths for each depth of cut.
The biggest problem is you can’t tell if it’s slotting unless you verify it in some other software that replays the path, or run it on the machine.
How is this different than a contour job to cut something out? Wouldn’t that basically be the same thing and still have both sides engaged? How do you avoid that? I am not clear on the approach.
Yes, exactly the same. If using an 1/8" tool, you can offset the outside profile. I usually go +50%, so 0.1875. Then pocket between the 2 curves. If Pocket operation is behaving like it’s supposed to, it should take 2 passes at each depth of cut. The first pass on each level will be fully engaged, but only below the last level cut, leaving room for the chips to escape and minimizing the downward (or upward) force on the tool.
I’m sure there are varied opinions on that one. I would generally say, “Yes.”
There are higher rake cutters that pull chips out of the slot that might make it more feasible.
If you need a 0.125" slot, and only have a 0.125" cutter, then you have no choice. I would just reduce the depth of cut, use air assist if you have it, and give the tool a rest if it starts to get hot & burn the wood.
This looks like the weird bug where pocketing operations run a cut along the contour to full depth before pocketing. I have seen some weird toolpath behavior lately in CC. I have kind of gotten used to it, but strange stuff has been happening sporadically for sure. I am certain they will have it worked out soon enough.