I have a couple of sheets of clear 1/4 cast acrylic i need to create a series of 1/4" holes in that go through the thickness of stock. Is there any disadvantage to creating pocket tool paths that go right through the stock, or is it better to pocket most of the way through then finish with a contour?. Will be using single flute endmills.
The pocket will take longer and create more chips and cause more wear on the machine, pocketing around the perimeter and then finishing with a contour creates the possibility of the cut out interior scrap being used for something.
I’ll keep that in mind, thanks.
I “Hole Mill” smaller holes. (Need Pro for ramping) For a 1/4" hole a 3/16" (4mm) tool is perfect, but a 1/8" tool works.
Create a contour path, inside offset, that cuts the full depth or just a bit past. For 1/4" stock I would go 0.260 deep to make sure it’s “through”. Set the depth of cut on the tool greater than the max depth.
Set the plunge feedrate equal to the cut feedrate.
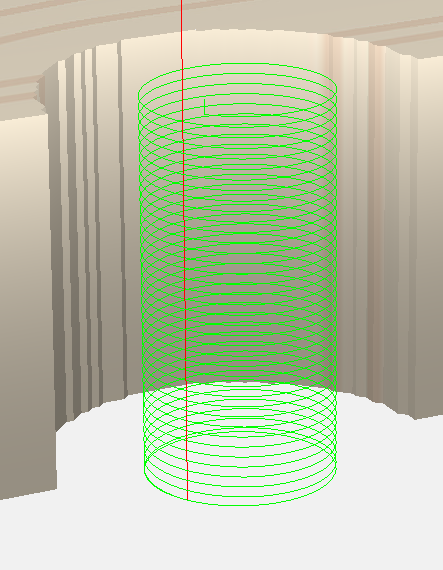
Now in the toolpath turn on Ramping and use a very shallow ramp. ( 1° - 3° )
The ramp follows a helical path to the bottom, then a single cleanup pass.
I use climb cutting so the last planar pass cleans up the wall.
2 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.