I am using a pocket operation to surface the spoil on the Shapeoko 5 Pro, I created a 1 pocket for each slate so its not machining a bunch of empty space.
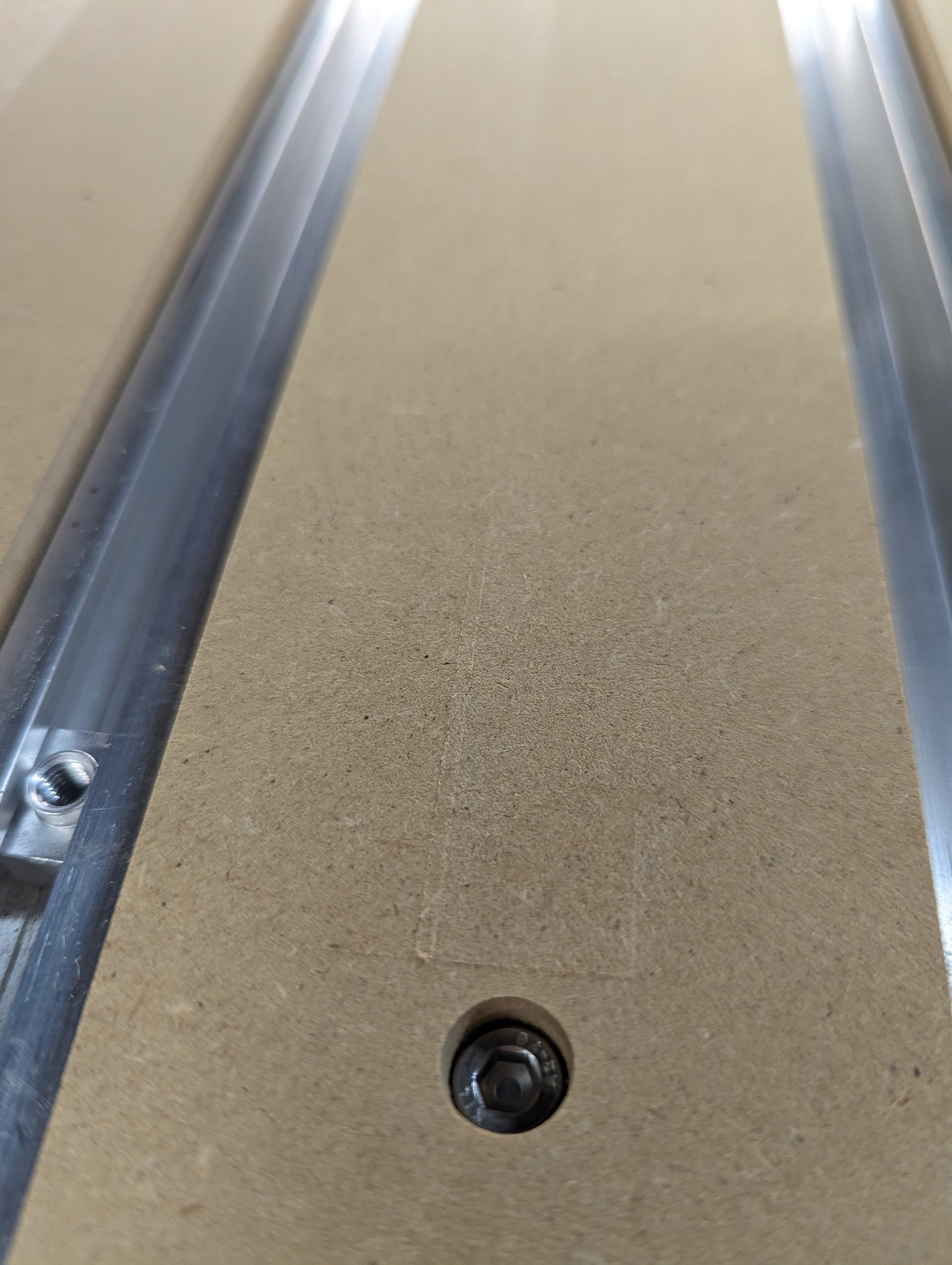
I notices I had a ridge at the start of ever slat that disappears after a few inches, the back of each slat is perfectly smooth. I am pretty sure what is happening is the fly cutter plunges slowly compared to other bits and its still moving in Z when the XY motion starts.
This is where it plunges
I cant feel any bumps as or artifacts at all on the back end.
EDIT: Here is my file, I added a horizontal path to try and take care of the defective area but other then that its exactly what I ran when I did the first pass.
I’ve never seen this as a result of GCode. Instead, this kind of behavior has been something loose on the Z Axis, so it ‘settles’ as the pocket progresses.
Sorry didnt see this before I went to bed, will do later tonight. I will check the Z again tonight, but I dont think there is anything loose, I just releveled to make sure there was no side to side rotation.
In I did peek at the Gcode but I am not expert at GCode. The Z was on a line by itself then it had its XY move on the next line. I program robots for a living and there is a feature where as you move from one point to the next the robot will round off the points for speed purposes. I was thinking that there might be something like that in the gcode to smooth motions. Also the pattern on each slat is identical I would think if it was caused by something loose it would be less repeatable but I am not an expert with cncs.
Do you have a dial indicator, or anything that is a known thickness like 1-2-3 blocks?
EDIT - Actually, you can use just about anything that is a consistent thickness.
This will check your Z axis for backlash. It’s not the only way to have Z axis slop, but knowing one way or the other will help direct your attention.
Find something flat of consistent thickness. Set Z Zero to the top of that. Move the stock out of the way, and move your Z down to Z=0. You stock should just fit under it, with no space or digging in.
On the Jog tab, and switch to the speed that is one down from ‘Fast’. If you are in metric, that would be 1mm / jog.
Move the stock out of the way, and jog down, say 4 times, then jog up the same number of times. Check the Z position using your stock - has the Z ended up too high / low?
Check again, but first go up 4 times, the down the same number. Check your Z using the stock - is it too high / low?
If your Z has no backlash, then it should end up at exactly the same height as your original Z Zero.
I do have a dial indicator, after reading your post I think I have a definitive way to prove one way or the other if its the machine or software but I will need a few days to figure out how to rig up the test.
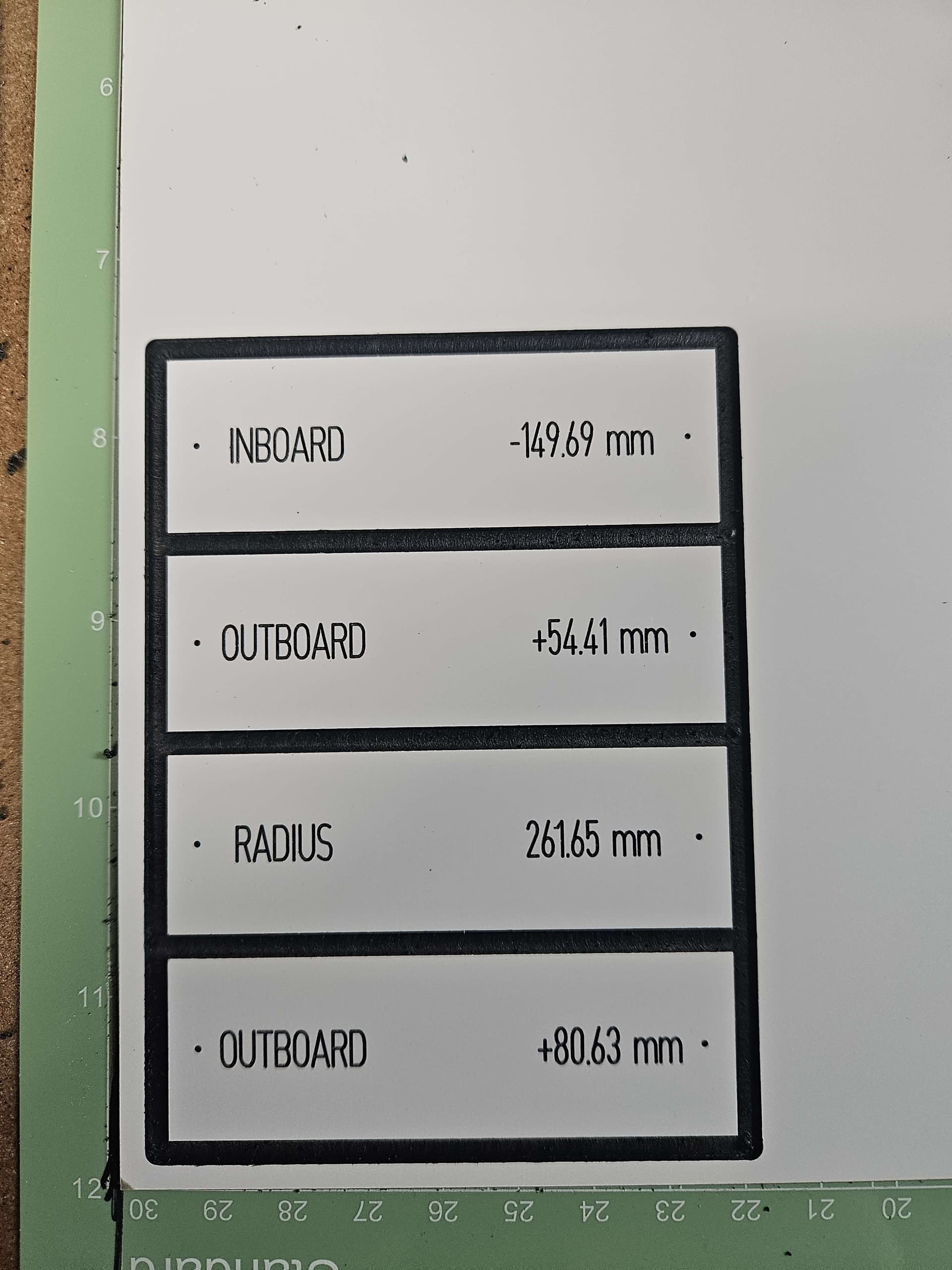
I will say this though I routinely mill lamacoid tags with a vbit if I had slop in the Z axis I do not think they would come out well as if the height was inconsistent so would be the line width.