Hello all! I recently bought a used Shapeoko and I’m loving getting to learn it. I am having a challenge though and cannot figure it out. When I am doing pocket cuts it works just fine and does a great job but when I try and actually cut something out using the contour cutting settings things go haywire and it cuts all over the place and circles become odd shaped and so forth. I’d sure appreciate any advice. Thanks!!
Since it is used, the first thing to check are the mechanicals:
- Are the belts in good condition? Are there any sections that seem deformed at all?
- with the power ON, is there any notocable play in either the X or Y direction? The stepper motors should hold everything in place with very little movement.
- with the power OFF, does the carriage move reasonably smoothly in both X and Y? Don’t try to go fast for this unless you disconnect the stepper motors, as moving the carriage will cause the stepper motors to generate electricity.
- Are the pulleys on the stepper motors tight on the shafts, and is one of the set screws of each over the flat of its stepper motor shaft?
- is the wiring and its connectors in good condition? Are any wires loose at the connectors, or is there any sign of heat discoloration in the connectors? This would indicate arcing, and a bad connection.
3 Likes
Great pointers from @mhotchin, and your description of
makes me think it’s the pulley set screws. To confirm, you can use the marker tip: draw a line across the pulley and shaft of the X and Y stepper motors,
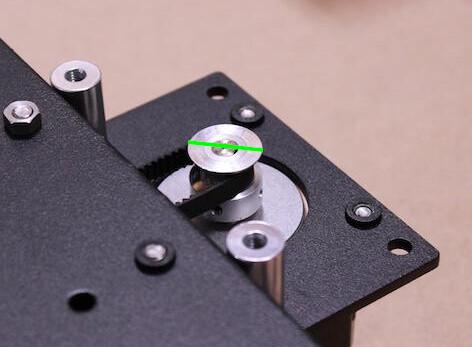
then run your job that has odd shapes. If the line has moved between shaft and pulley, you’ll know immediately, and this will be the sure sign that the pulley is slipping on the motor shaft, and that fixing the set screws is required: one of the two setscrews must be aligned to the flat on the shaft, and both should be tight (you can use a drop of loctite to make sure they won’t get loose later)
3 Likes
Are you trying to cut slots just as narrow as the endmill?
That’s tough on the machine and tough to do and increases the likelihood of difficulties due to the high tooling engagement — instead, add geometry and cut as a pocket down to tab depth or the penultimate pass — where possible avoid slotting and add geometry and cut as a pocket
and consider leaving a roughing clearance and taking a finishing pass.
1 Like
I had to look that one up. ![]()
I’m old and that was a new one on me.
I am trying to cut out shapes in a single pass so, yes, basically a slot cut. It used to work fine and my son and I made a bunch of coasters from 1/4" ply. When we did that it made many passes going around the shape. Now it seems to be trying to do it all in one pass and cutting deep. At least that how it seems. Would setting depth per pass lower help maybe?
Thanks for all the great answers everyone!
Yes, reducing depth per pass to some dimension smaller than total stock thickness will result in multiple passes.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.