I was just browsing Collets, Nuts and Toolholders (as one does on a lazy morning) and it got me thinking:
Given that the majority of my work is with sub-1mm endmills, would a higher precision collet be a worthwhile upgrade? I use as low as 0.3mm endmills ~frequently.
I’m at the point where any further “upgrades” to my Nomad 3 would have to be actual modifications. So I’m looking to get whatever little gains i can without any “real” modification.
To be clear, I’m not experiencing any issues that need addressing and I rarely break a tool these days. I’ve just not heard much about after market precision collets on the nomad and don’t want to be missing out on an easy improvement.
So, is an aftermarket collet worth considering as a general improvement? Or is the precision carbide 3d collet good enough for whatever I’d be doing in my humble garage?
Griff
(Well crap, my hypometric precursor device is blown…)
2
Interesting that you post this at this point in time.
I very recently jumped into sub mm tooling to cut copper, silver etc with my HDM. My experience here is very limited so, remember the salt.
I broke a lot of end mills, more than I thought I should have. I wondered if a collet upgrade might help. I ended up buying a few from Precise Bits. Collets, Nuts and Toolholders
I chose the PG type. Still early in the experience but I’ve now managed to cut several Nautilus shell slices with a single .0157” (~.4mm I think) end mill. Previously I could count on breaking at least one bit per piece, not acceptable.
I’ve no idea the spec on the Nomad collet, your mileage may vary.
Well that’s at least one bit of real experience i can add to the +1 counter.
It does seem serendipitous that you just upgraded, maybe your recent posts have me thinking about it more?
I’ve also got a friend who thinks i should just get the highest precision collet i can find… mostly because i only need one and why not make a tiny investment even if it’s just placebo.
(This friend makes collets for a living so i think he’s a tad biased )
I’d still be interested to know more about the stock nomad collet but I’m leaning heavily towards “just buy the shiny new tool”
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
4
I’m no engineer but I enjoy reading engineers accounts of various factors affecting hobbyist CNC.
That said, I wonder how the TIR of the collet jibes with the TIR of the spindle? I’d guess there is a point of diminishing returns?
And, the more I think about my particular challenges, I wonder if I might have damaged my original collet thru gorilla tightening it to avert end mill slippage for other, more demanding projects?
Its worth using a dial micrometer to measure runout directly. This helps with using small end mills. You can check that the chipload will be spread evenly across the flutes for cutting hard metals. Plus determine the smallest size end mills or drills you can use. For pcb routing I can use down to 130um tapered stub bits and 200um diameter drills with a standard collet with care.
The tolerances add up. On Nomads I’ve found that run out varies between spindles typically ~ 12-25um. One spindle was about 50um and I replaced it. Cleaning the collet, careful torquing, warmup can help reduce the wobble somewhat. For titanium cutting I use a techniks DNA precision collet with multiflute stub bits for better support and part clearance.
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
This will obviously depend on what your current collet runout is. It also depends on the tooling you are using. In general for multi-flute tooling you will at a minimum get more tool life for any reduction in runout.
A simplistic way of thinking of this is that the runout is adding to your chipload (and therefore feed). So lets make a simple example of a 2 flute cutter running a 0.002" chipload, running 10KRPM and TIR of 0.001". That chipload and RPM would result in a feed of 40IPM (1,016mm/m).
The worst case is where the edge of a flute is at the maximum runout position. What will happen in that case is that flute will actually take a 0.003" chipload or a functional 60IPM (1,524mm/m) cut. Then the as the next flute comes into the cut it is actually missing that material the first flute took from runout resulting in only taking a 0.001" chipload or a functional cut of 20IPM (508mm/m). In this example you can actually get to a point where you are simultaneous cutting too fast and too slow. Once the runout exceeds the chipload you are now only cutting with a single flute of the cutter but at functionally twice your programed feed.
Again, this is a simplified explanation and doesn’t account for tool helix, cutting depth, chip form, single flute cutters, etc. However, it gives a decent understand of one of the reasons why runout is important to tool life and cut quality.
So basically that means with a reduction in runout you can use the runout difference for chipload, get a more consistent cut between flutes, with more tool life.
Can you believe those bias people…
Hopefully this doesn’t get me in trouble.
From our experience with nomad customers the runout in the provided collets varies a lot. They have never been as bad as the random ones we see from a Amazon/ebay seller though. Of the people that contacted us, that actually measured with proper indicators, the range we have seen is 0.0002" to 0.0008" at the face with an outlier of 0.0015". Additionally, I can’t say how much of this is due to wear or abuse.
Also, keep in mind that collets are a consumable. So the just buy the shiny new collet method will turn into a habit if you cut enough.
In most cases they are additive (or should at least be assumed to be). However, if you have enough and the right type of runout in both, you can “clock” the collet and spindle to reduce the runout. The problem with this is that usually you can only clock out runout at a single position as angular runout increases the further you get from the collet face.
As mentioned before collets are a consumable. With their clamping range, assuming you are using proper shanks to collets, you are probably introducing more wear from cycling it or wear from cutting forces than over tightening.
That doesn’t follow for the collet nut though. The ground surface in the bottom of the nut will start to get a groove ground into it, or if not properly cleaned you will “smear” metal trapped in taper. That will offset the collet as the angle on the end of the collet can’t correctly seat. Over tightening makes this happen far faster.
We recommend this as well. Both to see where you currently are and to monitor the wear of the collets and spindle over time. It’s a decent investment for measurement equipment though.
This could help to try and prevent the worst case. However, the problem that you have with it is that you are trying to balance these across the helix and flute depth. The runout at the tip of the tool on a flute will not be same half way up the cut length on that same flute, unless it’s a 0 helix cutter and you only have radial runout.
If you keep in mind your intended cutting depth I guess you could clock it for the minimum increases across that tool for that cutting depth. But that’s more work than I’m willing to do for every cut. It might also be a minimal difference depending on the base runout, helix angle, and length of cut used. There’s also the risk of damage to a flute, especially with micro cutters.
This, plus clean the nut.
This also brings up a point not addressed previously. Make sure when you are measuring either the spindle runout or the total runout that your spindle is warmed up. The bearing in the spindle expand as they get warm and any measurements should be taken in that state. Runout is usually better at temp than cold as this is accounted for and relied on by spindle manufacturers. This is also why you shouldn’t do any cutting with a cold spindle (slop from unexpanded bearings).
I always liked the idea of that design. Still haven’t gotten a chance to test it. My concern was always with the flats replacing the taper.
Thanks, I appreciate it. It does make me worry a little about you though…
This is going to get complicated fast. But I quickly put together an image for an example that might work.
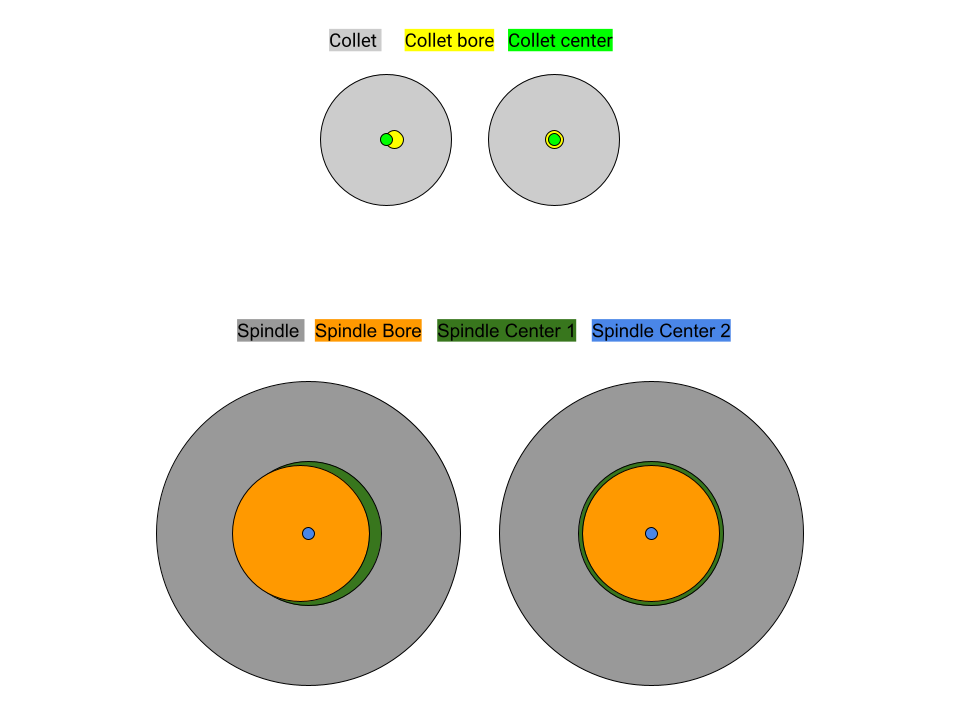
For this example we are going to assume only radial runout. So basically a perfectly bored bore in both the collet and the spindle, but offset from the center (hopefully this makes more sense with the images). First we’re going to take 2 examples of a collet and spindle.
The ones on the left have the radial runout, the ones on the right are perfect.
Now we are going to use those collets in the bad spindle in 2 different positions relative to the spindle bore position (the spindle bore is locked for these examples).
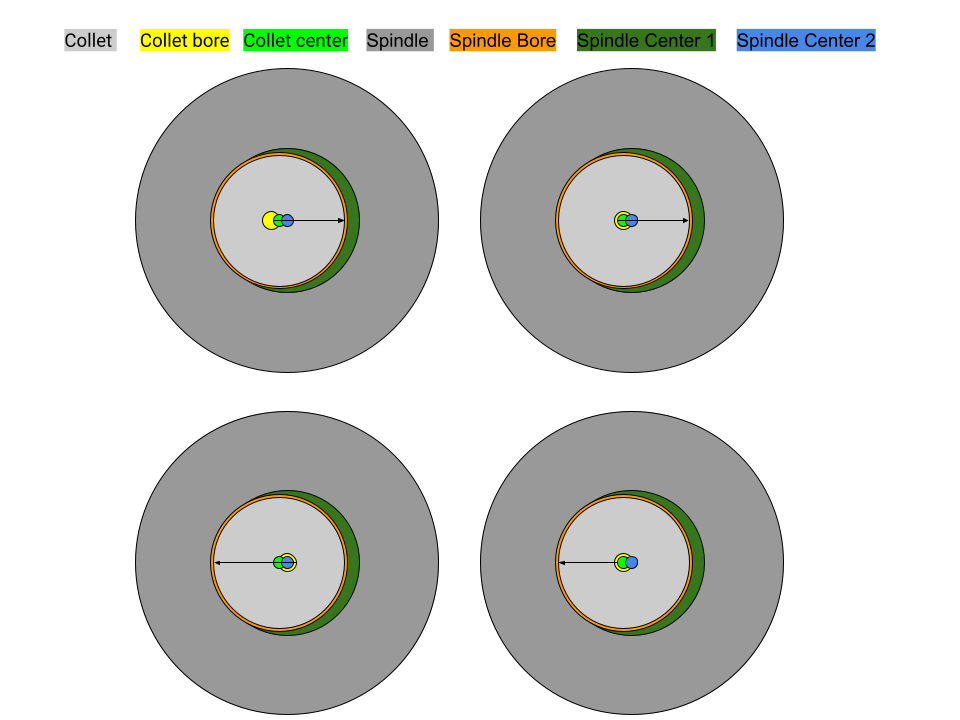
The important parts here are the arrows, yellow dot, and blue dot. The arrow is to keep track of the rotational position of the collet relative to the spindle bore (imagine that it’s a laser engraved arrow on the face of the collet). The blue dot is the true rotational center point of the spindle. The yellow dot is the the position of our collet bore and therefore will be the position of the shank of our tool.
The top left image is the worst case scenario for our bad collet where where the runout from the collet is being added to the runout of the spindle bore. They are both pushing the the bit away from center in the same direction.
The bottom left image is the best case scenario. Here we kept the spindle bore in the same position but we rotated the collet 180° relative to the spindle bore. Now they are canceling each other out and despite the fact that they are both imperfect the spindle center and tool shank line up. This would be an example of “clocking” the collet.
The images on the right are the perfect collet in the same scenarios. It’s position doesn’t change nor the shank position relative to the spindle center since no matter the rotation of the collet the spindle bore is off the true center.
The problem with this in the real world is that you are almost never dealing with only radial runout, or for that matter the same amount of runout in both the spindle and the collet. So you can sometimes clock out some of the runout. It will vary across the length of the tool for angular runout (the bore is at an angle). You’ll also need measurement equipment to attempt this.
While I’m here with pictures remember that this is in a static position. So if you imagine the tool in the yellow dot, and then the spindle spinning around the blue dot, you can visualize why runout effects cutting diameters.
If you then think of the whole spindle moving while it’s doing that you can visualize why the flutes don’t get an equal chipload. The flute in the yellow the furthest away from the blue center will be cutting more, as it continues to rotate the tool actually pulls back from the previous yellow position due to the runout and the flutes closer to the blue cut less.
I may be giving a simple image I made in a few minutes too much credit but hopefully it helps.
Let me know if there’s something I can expand on or anything else I can help with.
5 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
16
Well, I’ll not be “clocking a collet” anytime soon but I do appreciate your in-depth explanation.
It’s definitely the exception and not the rule. I’ve seen it a handful of times in research papers where they are chasing extremely small numbers.
The closest I’ve seen otherwise is people that will mark the collet and spindle/router so they are always in the same position. Some of them will check a few positions and use the one with the least runout. However, the reason they do it is that they want a consistent chipload.
Like in the example above you can end up with very different runout and therefore variable chipload dependent on orientations. So if you are working at the edge of a tool or material it may work in one position but not the other. If you always mount the collet in the same relative position, it’s at least the same runout and you can tune for that in you chipload (assuming you are also lining up a flute dependent on geometry). Most people I’ve know that have done this use it as a stop gap and end up getting better equipment later though.