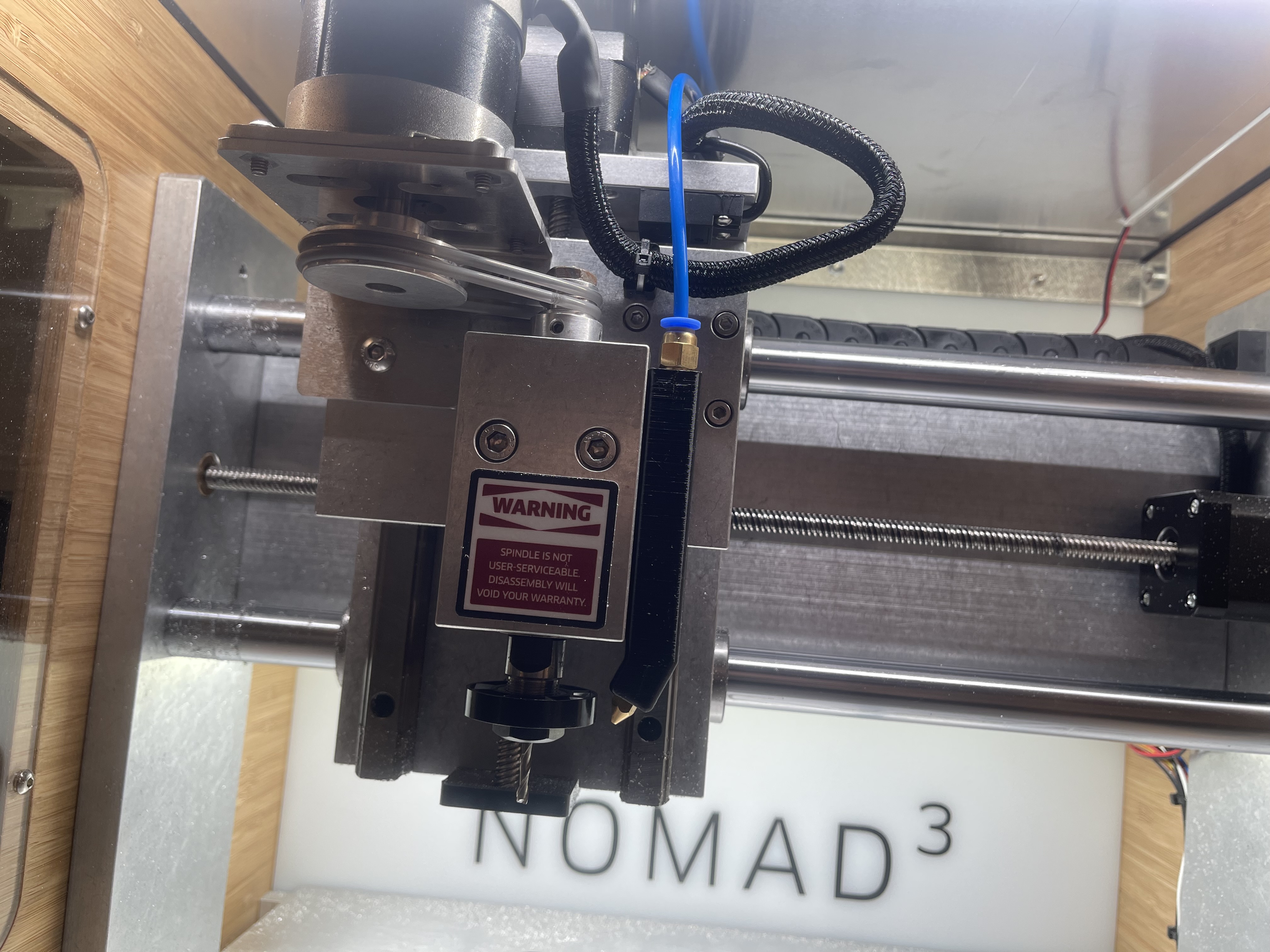
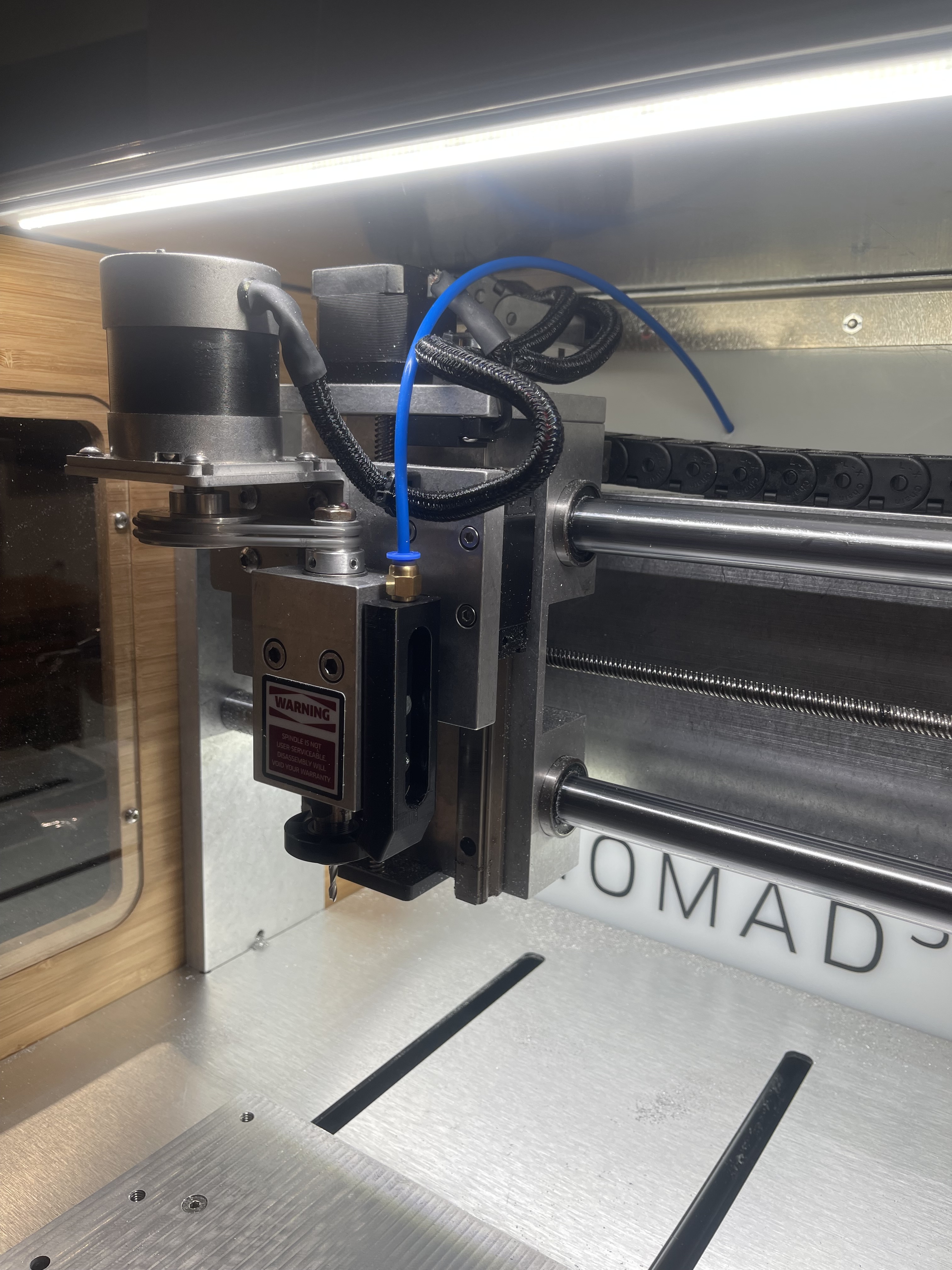
I am trying a diy air-blast for my nomad 3 that uses widely available 3d printer parts (nozzles, Bowden tubes and push-fit adapters) to make it cheaply. I printed 2 parts for this, the nozzle holder and the adapter to go to my air chuck.
I haven’t used it to machine anything in aluminum but my initial concern is the printed parts failing under pressure. I have run it briefly up to anbojt 25-30 psi which seems sufficient with a 1mm nozzle. I understand there are failure modes that are design-specific, but I am curious what pressures people have run this sort of thing to and if they have observed any pressure-related failures in printed housings?
That is a clean looking setup. In terms of pressures, I do up to 30psi on occasion but to be honest I usually only run like 5psi.
A couple design related notes:
The pressure doesn’t matter nearly as much as where you direct it. Honestly, I’d recommend using the 3d printed part just to hold and aim the air tube.
This eliminates any/all pressure concerns, results in a faster print, and potentially eliminates some hardware from the BOM.
The ideal nozzle is soft and can articulate. The best and cheapest version I’ve seen was legitimately just some heat shrink tube at the end of the air tube to form a long thin nozzle.
For the articulation, one could imagine a ball joint with the air tube running through the center of the ball. That would get you
depth adjust (slipping more tube through to get closer to the part, pulling the slack to get further)
height adjust (rotating the ball along the spindle axis)
Sway adjust (rotating the ball along the x/y axis)
The soft tip prevents catastrophic failure /scrapped parts on accidental collision while allowing you to get much closer to the cutting edge.
The air tube would obviously prevent full range of motion on the ball joint but I’m pretty sure you’de still have plenty to be useful.
That’s all ~theory but I think it checks out and it should be cheaper and more convenient in daily use. (If I make one up myself, I’ll be sure to share it )
It took me a bit to reply here as I wanted to get some more use from my part before following up. I have to say the heat shrink tube nozzle idea is a good one and I will definitely keep that in mind. You were right about only needing 5 or so psi. In fact, the little fan that you slip on the collet is good enough for most smaller chips and shallow pockets.
As to how much pressure my part can handle? Idk but I used my compressor to inflate my kids big Dino toy and forgot to set the regulator back down when I plugged my air blast back in. It saw 90+ psi for a few seconds before I pulled the hose back out and to my relief and surprise - it handled it just fine as far as I can tell. I’m definitely not going to worry about 5-30 psi now lol.
I am considering going down to a .5mm nozzle or smaller and installing another air jet on the other side of the spindle with a T-split somewhere in the air line. I notice that some parts block the air stream on one side and/or the other as the part is worked and while the chips are cleared when the nozzle is un-blocked - the endmill may be eating its own chips for that short time. I suspect I could go even smaller to .3-.4 on the nozzle and still clear chips but maybe aiming the nozzle will get more critical. It would just lower the duty cycle of my compressor…
Anyways thanks for the reply and sharing the info.