Getting frustrated… My Z-axis is not working properly and has not since day 1! I have even worked with a support person, they sent me a new Z-Plus, I removed the original, installed the new and nothing changed at all. here is how I have setup machine and what happens… I suspect the controller or the software…
I power up machine, connect USB, launch Carbide Motion
I home the machine, It goes to the back right corner
I then jog the machine to setup BitSetter, get it over the BitSetter and the Z-axis Stops 1 and 1/8 inch over the button… this is as low as I can jog the Z axis…
To trouble shoot I have launched settings and manually set the Z to 140mm instead of the 95mm it sets when I load defaults. this allows me to move the Z down to the bitSetter… however none of the increments are accurate. when I jog Z 1 Inch, it only jogs 5/8 inch None of the increments are accurate even prior to changing the Z to 140 from 95… I need someone to shine a light on this… Im getting to the point of wanting to return it and try another brand all together.
Record the current GRBL setting $102. Multiply it by 1.6. Reset $102 to the new number.This should increase the Z movement by 1.6 which is what you need [1/(5/8)]=1.6.
There shouldn’t be a need to tune with $102 though.
For a Z-plus axis, it should be 200 (steps per mm), so the first step would be to confirm that it is currently at 200.
In CM, go to Settings, click “Show Log” in the lower left, keep the Log window open, now go to the MID tab, type in $$ in the input text box and “Send”: you should see a number of log traces being displayed in the log window, and among other things dump of the controller’s configuration values ("$xxx" values)
Check what value $102 has ?
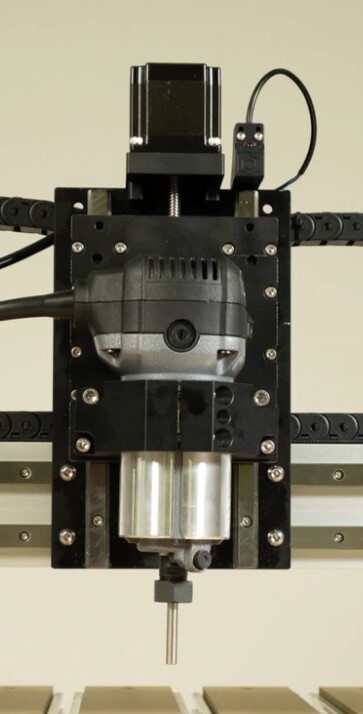
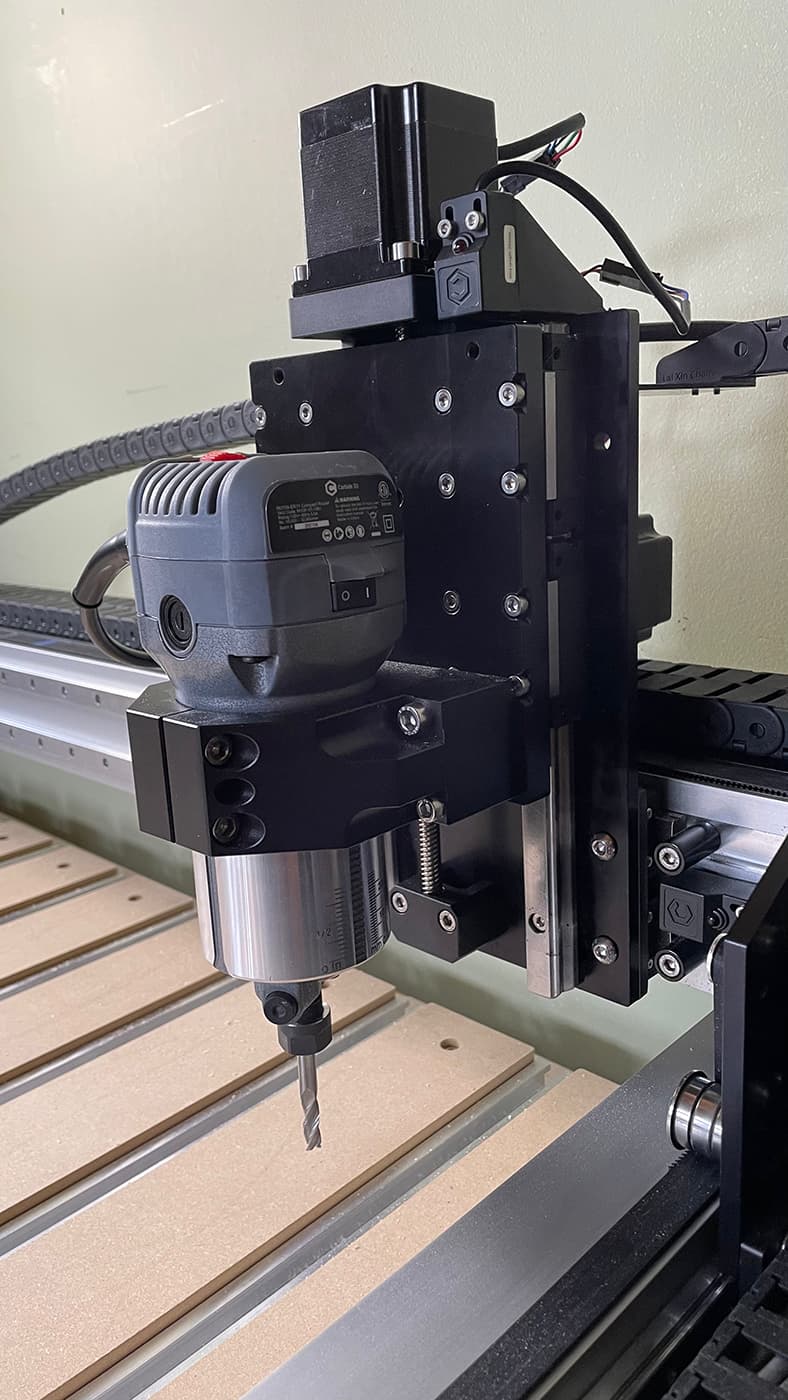
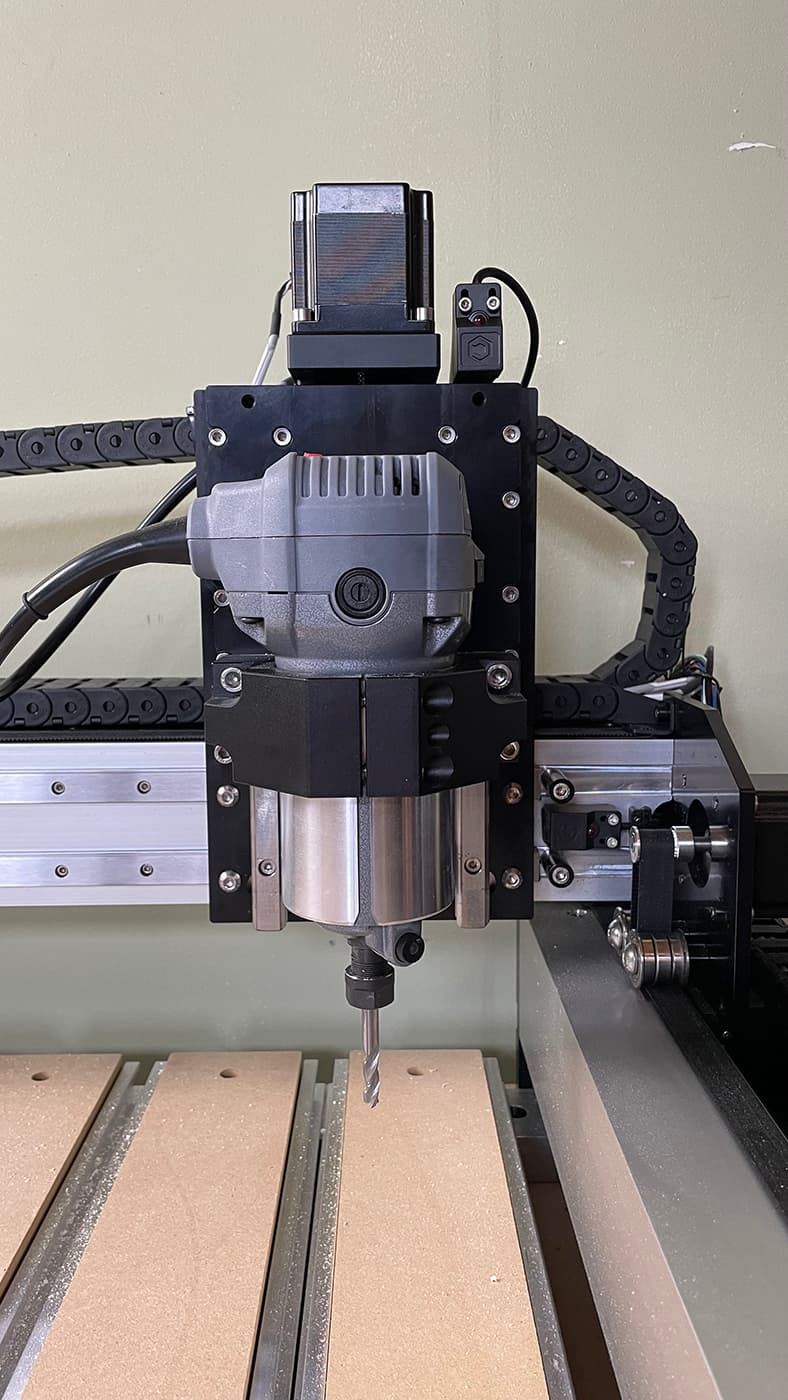
If it is 200 and the Z-plus still only jogs 5/8" when commanded to jog 1", you should definitely continue working with support to figure it out. Can you upload a picture of your Z-plus too ?
@Julien I will go out to the shop and try this today. Is there a place to go that has instructions on using MDI functions like this for troubleshooting?
Using the MDI to troubleshoot is not really documented I think, because it requires one to understand the meaning of GRBL parameters, and that’s not something the typical shapeoko user should have to do anyway.
The best starting place for all available manuals and videos is https://my.carbide3d.com/, and if you don’t find something there, the community forum and/or support@carbide3d.com are here to help troubleshoot!
I tried what you suggested and $102 is set to 200… Support is sending me a new controller and Z cables… Will see how it goes with that… Here are the pictures for what its worth. I truly appreciate your reply and help thus far.
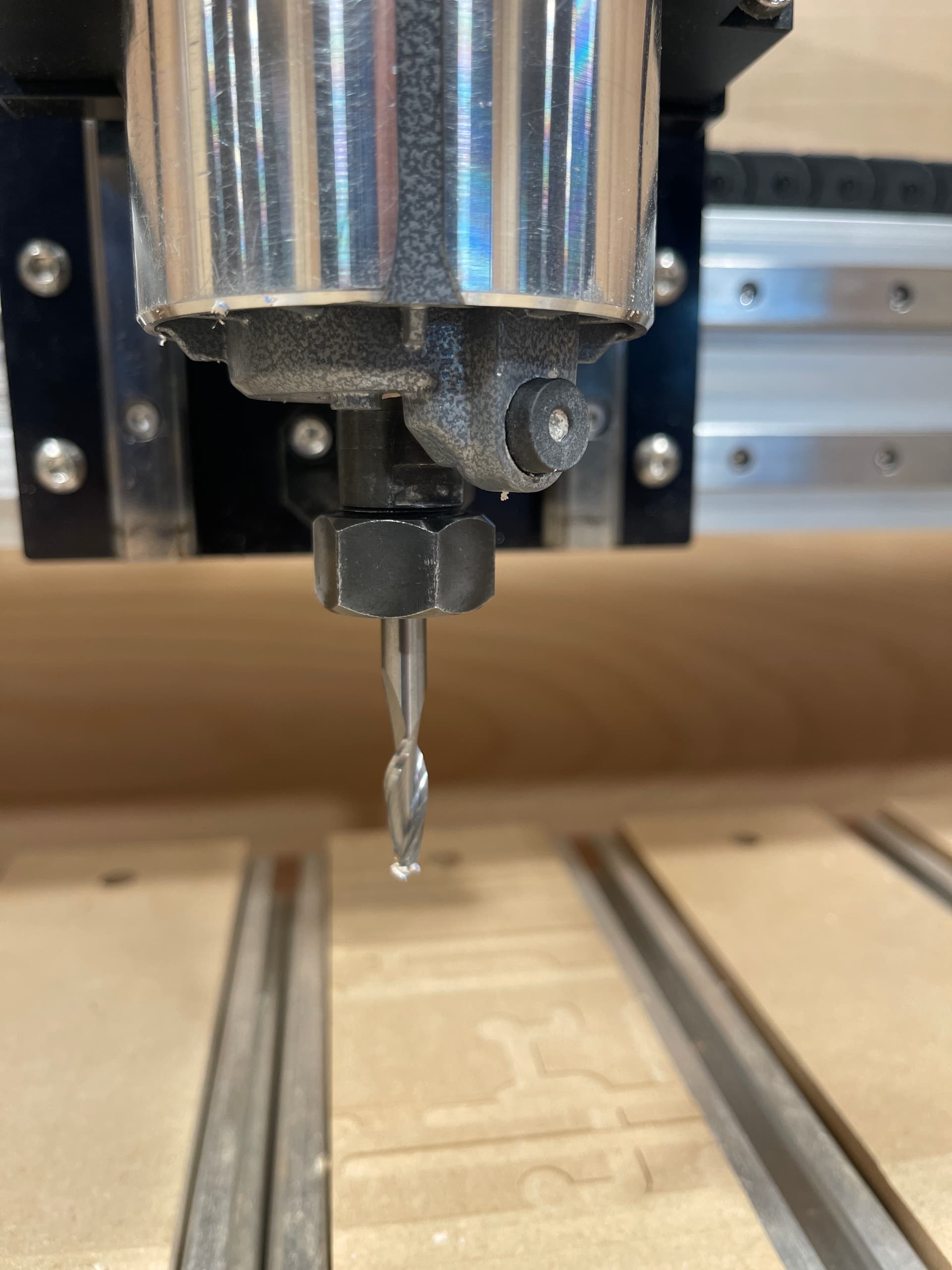
Wait a minute…Is that the collet nut that came with the router or are you using a different collet nut?
If that nut in your photos is fully tightened it doesn’t look right to me. I compared it to my own… I have only about a thread and a half left exposed… you’ve got 5 or 6 threads exposed there…
This makes me wonder if your bit isn’t slipping with this attachment. I’ve had dull upcut bits pull themselves down into the materials, and when I first saw your erroneous cut, that was the first thing that jumped out at me. If that bit and collet isn’t fully seating property, that could be causing the issue you’re having.
All went as the instructions said, BitSetter all setup… First job (albeit super boring) is done to check accuracy and BOOM…
See images… outer contour = .125 (1/8") with 1/4inch end mill, inner contour = .25 (1/4") with same end mill… calipers are rotated slightly in the picture… when looking at them front and center both cuts are spot on!!!
thanks for the note. the collet is sitting firmly in place and the bit has not moved. I believe the difference is that I am using the Carbide ER-11 and you might be using the Carbice Compact Router. the precision collets in yours allow for more thread play. but im guessing here.