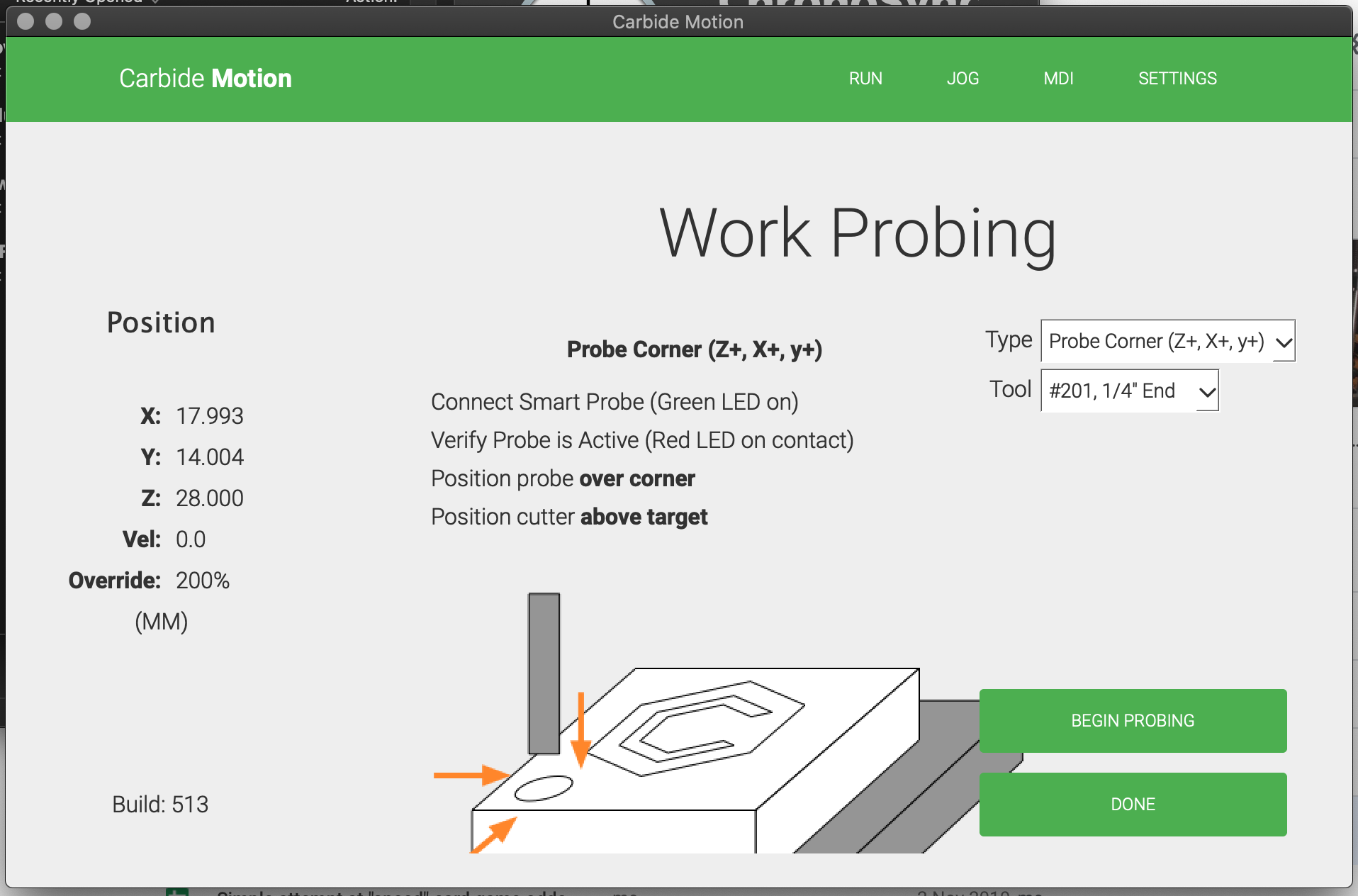
Using CM 513 for OSX I have noticed that when probing for X, Y, Z zero the probe seems to run at whatever the feed override speed from the last operation was.
Is this a deliberate feature or just an interesting oversight?
Using CM 513 for OSX I have noticed that when probing for X, Y, Z zero the probe seems to run at whatever the feed override speed from the last operation was.
Is this a deliberate feature or just an interesting oversight?
Are you seeing this after a job completed and you’re starting another?
The override should reset on an M30 or M2 at the end of a job.
Yep,
If I override the speed during a job to, say for testing, 10% it stays at 10% on the displayes status and the probe is very slow. Haven’t dared try a 200% probe yet 
Did that job prior to the probe include an M2 or M30?
Seems to finish with an M30, this is CAM post from Fusion 360;
G3 X-1.681 Z-14.115 I0 K0.635 F1270
G0 Z30
G17
G28 G91 Z0
G90
G28 G91 X0 Y0
G90
M30
%
Can’t find an M2 in it though, am I going to have to learn to read GCode now?
Hmmmm…
Either should reset it. You wouldn’t need both.
I’ve never noticed a carryover like that, but I may just not have been aware with the slow speed. I’m going to test this.
I have been wondering for a while and thinking “That probe seems slooow” so I decided to actually test it by leaving the override at 10% and it was definitely a slow probe. It’s hard to spot because normally the feed speed would be 100% or in the 70% to 130% range when left over from a job which I don’t think I’d notice.
I had four minutes today. I was able to confirm that an M2 or M30 will reset the override. I did NOT have a chance to check with Motion. The only thing that could be happening would be that Motion is intercepting the M30 to do it’s own thing. That would be odd. On my “everybody else is in bed” list.
Thx,
To be clear, I’m not complaining, it’s an interesting behaviour and potentially useful, it’s just my software development head wanted to note it for the dev team so they knew about it.
I’m not surprised if it’s a fun interaction between the CAM and CM, I’ll try again tomorrow to see if I can repeat it some more and see what, if anything, is special about the files that trigger it.
May also be that I’m using CM on a MacBook which will be a different build.
OK…so I just checked with Motion.
After dealing with all the prompts and clicks and moves here and there (knocked over the baby monitor I had sitting on the wasteboard where I thought it was out of the way) and trying to follow the log output, I can confirm that Motion does not restore the override on an M30 or M2.
The default grbl behavior is overridden by whatever Motion did with that M30.
Thanks for that, you clearly understand a lot better what GRBL is doing than me.
I didn’t mean to cause all that investigation… Like I say, it’s an ‘interesting feature’ and not something I’d necessarily call a bug, it’s worth knowing about though as if you’ve been slowing down your feed rate your probing can take quite a while
It could cause an issue, though, when you go the other way to 200%. Does it reset when you start the new job?
That I will check tomorrow.
@neilferreri, just noticed this happened to me yesterday. I was working on a new inlay design and wanted it to go slow on one part, but when I loaded the file for the opposite part I noticed the next XYZ probing was crawling to complete.
I’m using CM 513 with a PC.
Tagging @robgrz in case he did not see that thread yet.
Could be an easy change. They’d just need to add the override reset command to their job end routine.
Of course there might be a reason for the behavior?
I’m curious to know if this also has an effect on the BitSetter routine. I’ll do a little testing today. A good while ago when I was setting up my HDZ I could have sworn a 200% override caused my x-axis to “stall” as it tried to move to the BitSetter at lightning speed. I thought maybe I had eccentrics too tight or my rapid speed set too high for the new stepper, so I adjusted some stuff and forgot about the fact that it seemed to try and move faster during the routine. Maybe it didn’t.
The feedrate override would affect any G1 move. Rapid (G0) moves have their own overrides which I don’t think are accessible in Motion.
If I am remembering correctly (probably not), that line of thinking and not seeing a difference in the displayed feed rate during those maneuvers is what led me to mess with my eccentrics and such and forget about it. I’ll run a couple cursory tests when I get cutting today as I am curious about the plunge rate to the BitSetter button.
So,
I did a couple more tests on build 513 on OSX.
The previous feed override does indeed persist to the next job and you need to manually reset it after pressing start.
The probe is just as happy to run at 200% speed as 10% speed, for the truly impatient user
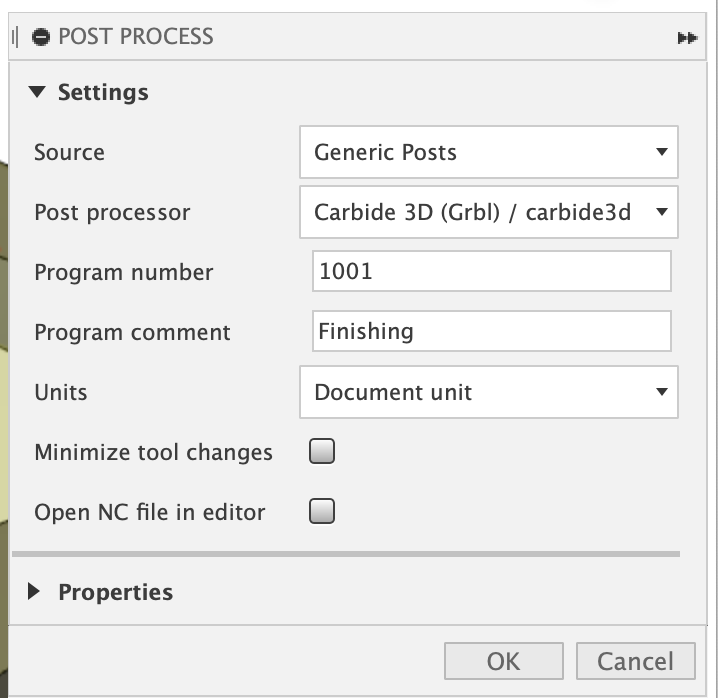
The GCode is below, it’s a simple circle toolpath posted from Fusion 360 with the Carbide post processor;
%
(Simple Tool Path)
(Finishing)
(T201 D=6.35 CR=0 - ZMIN=0 - flat end mill)
G90
G17
G21
G28 G91 Z0
G90
(2D Contour1)
T201 M6
S20000 M3
G54
G0 X57.42 Y36.865
Z25
Z15
G1 Z11 F406.4
Z0.635
G18 G2 X58.055 Z0 I0.635 K0 F1270
G1 X58.69
G17 G3 X59.325 Y37.5 I0 J0.635
X15.675 I-21.825 J0 F1524
X59.325 I21.825 J0
X58.69 Y38.135 I-0.635 J0 F1270
G1 X58.055
G18 G3 X57.42 Z0.635 I0 K0.635
G0 Z25
G17
G28 G91 Z0
G90
G28 G91 X0 Y0
G90
M30
%