Say I am performing a second op that requires me to flip the aluminum workpiece 180* to access the back. Is there a way that I can place to the touch probe on the surface of the piece, have the bit inside of a bore that I milled through it and tell Carbide motion I am using V2 of the touch probe to find my X / Y from the workpiece itself?
This seems like the most accurate way to reference the work piece, but I wonder what the probing range is for that bore or if it would only work with bores the same size as the V2 probe?
I think this should be an easy thing to implement in Carbide Motion if nothing else, and would definitely make my life easier!
I was actually just wondering if you could tell CM that you are using the v2 to probe for the center of a bore. I will probably test that out in a few days, but previously I have just manually jogged until the probe lights up and use those references.
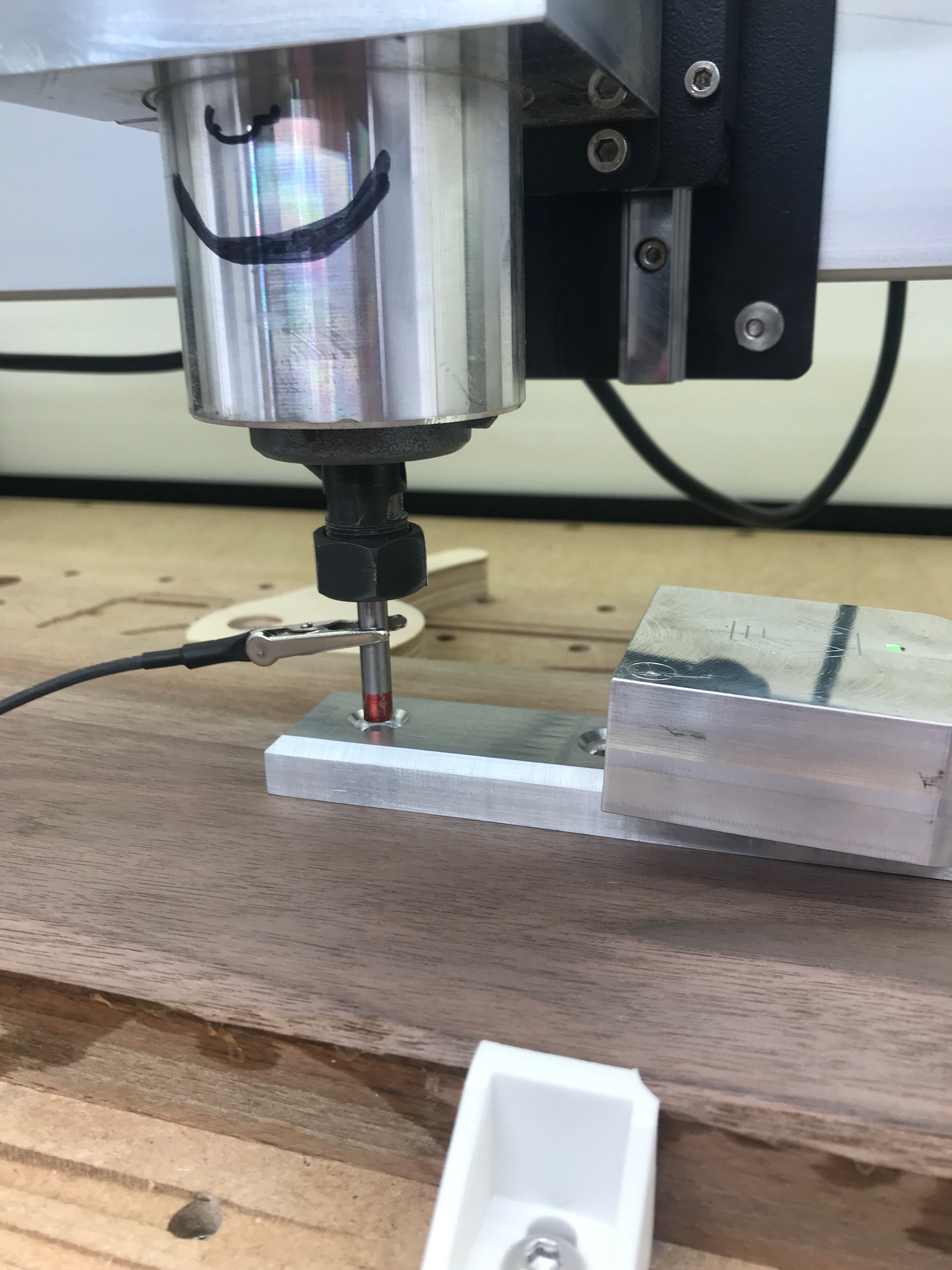
Just wanted to update I tested this with my “Renishaw” probe (1/4" dowel pin) and it works!
Curious probing just X or just Y as the V2 will also cause it to probe in all 4 directions. But after probing each (without the piece held down 'cause I was scurred, haha) it perfect centered in the bore.
Gonna try to track down an 1/8" dowel pin for probing smaller bores but I think this is an excellent little hack.